Виды сборки гофротары и гофроупаковки — Статья

Гофрокартон обладает рядом характеристик, которые обеспечивают легкую обработку и делают возможным создание самых различных конструкций. Благодаря этому существует огромное количество разновидностей гофротары и гофроупаковки, каждая из которых может быть универсальной или приспособленной для узкоспециальных задач. Гофротару можно классифицировать по множеству различных признаков. В этой статье мы рассмотрим типологию картонной тары по видам сборки, вкратце опишем конструктивные особенности каждой из них и дадим общие рекомендации по выбору вида сборки, который будет отвечать тем или иным задачам.
Итак, всю тару и упаковку из гофрокартона можно условно поделить на несколько типов по видам сборки:
- Оберточная;
- Самосборная;
- Частично подготовленная (быстросборная);
- Гофротара автоматической сборки.
Рассмотрим каждый тип подробнее.
Оберточная гофротара и гофроупаковка

Самый примитивный вид сборки гофротары. Представляет собой минимально раскроенный лист, с несколькими прямыми вырезами, которые образуют клапаны. Оснащен биговочными канавками.
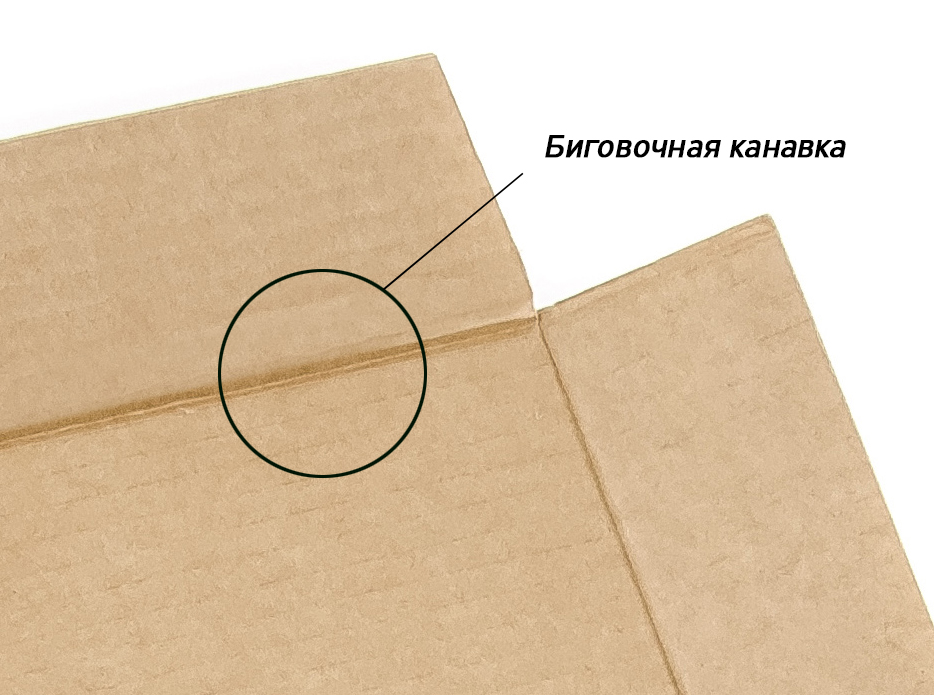
Биговочная канавка — продавленная в заготовке линия, которая показывает пользователю в каком месте и в каком направлении сгибать лист.
Оберточная гофротара хранится в виде плоского раскроенного листа и собирается непосредственно в момент упаковки содержимого. А точнее прямо на упаковываемом предмете. От этой процедуры оберточная гофроупаковка и получила свое название. Упаковываемый предмет просто обертывается минимально подготовленным листом гофрокартона. После чего специальные клапаны соединяются при помощи клейкой ленты либо степлера.
Как правило, этот тип сборки применяется в случаях, когда нужно упаковать негабаритный груз. Обыватель, чаще всего, может увидеть оберточную гофроупаковку при покупке:

- мебели (как готовой, так и предназначенной к самостоятельной сборки, в последнем случае упаковываются отдельные панели);
- крупногабаритной бытовой техники (холодильник, стиральная машина);
- стройматериалов (ламинат, пластиковая вагонка, облицовочные панели из других материалов, стекло).
Оберточная упаковка хорошо подходит для плоских предметов большой площади. Например, картин, рам, досок для рисования, кузовных автозапчастей и т. п.
Оберточная упаковка в подавляющем большинстве случаев используется один раз, после чего утилизируется или применяется для бытовых нужд как обычные листы гофрокартона.
К безусловным преимуществам этого типа сборки можно отнести простоту производства, низкую себестоимость и, соответственно, бюджетную цену. Собрать оберточную упаковку может любой сотрудник, не обладающий никакими специальными навыками. К недостаткам можно отнести необходимость в дополнительных соединяющих элементах.
Оберточную упаковку применяют в случаях, когда требуется бюджетное упаковочное решение, или когда такой способ является единственно приемлемым. Так, например, чтобы упаковать холодильник в классический гофроконтейнер, потребовалось бы сначала этот контейнер собрать. Затем погрузить в него холодильник при помощи подъемной машины. Это сделало бы процесс дорогим и нецелесообразным. Оберточная упаковка позволяет произвести фасовку быстро и с минимальными затратами.
Самосборная гофротара и гофроупаковка
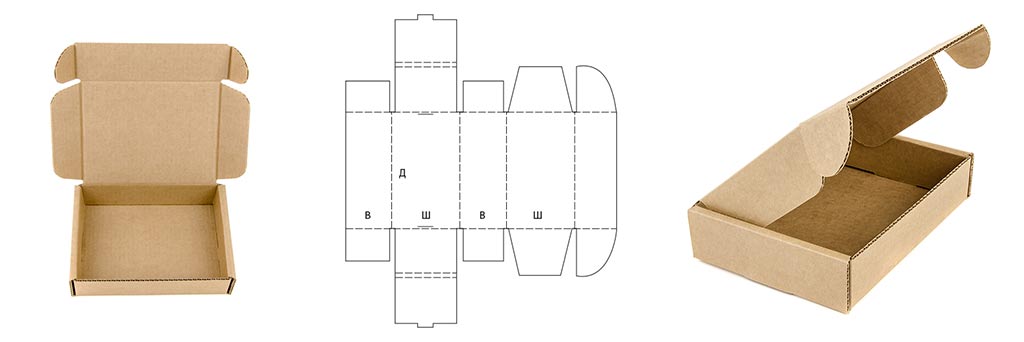
Этот термин обозначает тип сборки гофротары и гофроупаковки, подразумевающий использование только гофрокартонной заготовки, высеченной по специальному лекалу, без применения дополнительных соединяющих элементов. Поскольку при разработке учитываются специальные элементы, например укрепленные сдвоенные стенки и замковые соединения, эти заготовки имеют довольно сложные очертания. Замковые соединения — элементы конструкции гофротары, которые при сборке выполняют функцию фиксаторов вместо традиционных расходников (упаковочного скотча, клея или соединительных скоб).

Замковые соединения являются частью заготовки, которые при складывании тары вставляются в предусмотренные специальные вырезы или щели между сдвоенными плоскостями.
Этот вид сборки позволяет создавать огромное множество самых разнообразных конструкций для решения широкого спектра задач. Самосборными могут быть как лотки с открытым верхом, так и полноценные контейнеры с запирающейся крышкой.

В большинстве случаев самосборная гофроупаковка имеет небольшие размеры и предназначена для упаковки:
- малогабаритных технических устройств (инструменты, компьютерная техника и комплектующие к ней, мобильные аксессуары, некрупная бытовая техника);
- пищевых продуктов (фастфуд, конфеты и многое другое);
- подарочных наборов (детские игрушки, косметика);
- бытовой медтехники (тонометры, глюкометры).
Фактически спектр применения самосборных коробок ограничивается только габаритами упаковываемых предметов. Поскольку для крупных предметов или для оптовой фасовки рациональнее использовать другие виды сборки.
Преимущества самосборных конструкций:
- Отсутствие необходимости в дополнительных расходниках — картонные заготовки являются единственными необходимыми комплектующими для сборки готовой к применению упаковки;
- Возможность разработки большого многообразия моделей под различные задачи;
- Возможность разборки упаковки после использования, что упрощает ее хранение и позволяет собрать повторно (за исключением конструкций, в задачу которых входит одноразовое вскрытие для контроля доступа);
- Приятный эстетический вид, отсутствие видимых соединяющих элементов — скотча и скрепляющих скоб.
Одним условным недостатком самосборной гофроупаковки можно считать только то, что она рассчитана исключительно на ручную сборку. Для линий автоматической сборки манипуляции, которые необходимо произвести с заготовкой, слишком сложны. Несмотря на обилие уже готовых моделей самосборной тары, ассортимент ее всегда расширяется. Так как коробки этого вида сборки наиболее часто выбираемый заказчиком вариант для индивидуальной разработки в качестве маркетинговой упаковки.
Пример сборки самосборной гофроупаковки
Быстросборная гофротара и гофроупаковка
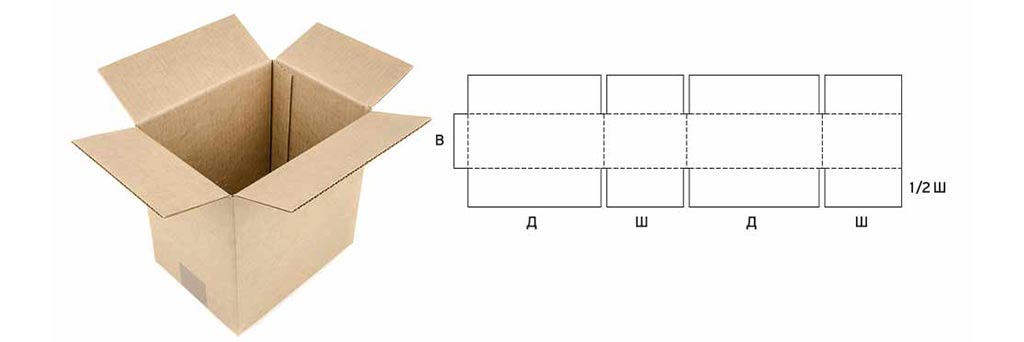
Быстросборная гофротара представляет собой раскроенный лист гофрокартона, определенным способом сложенный и имеющий одну линию склейки. Самый распространенный вид быстросборной гофротары — классический четырехклапанный гофроящик. Он выглядит как картонная труба прямоугольного сечения, на открытых концах которой несколькими разрезами образовано по четыре клапана, предназначенных для формирования дна и крышки.
Название «быстросборная гофротара» этот вид сборки получил потому что подготовка к использованию в самом деле может быть произведена довольно быстро. Конструкция уже согнута по четырем линиям и соединена. Остается только сформировать корпус, закрыть крышку и дно.
Этот тип сборки гофроупаковки, пожалуй, является самым распространенным среди остальных. Быстросборные конструкции настолько популярны, что нет смысла перечислять все области их применения. Они используются абсолютно везде: от картонных коробочек для тюбиков с мазями и конфетных ящиков до упаковки бытовой техники и автомобильных запчастей. Быстросборными могут быть как миниатюрная маркетинговая упаковка, так и габаритный гофрокартонный контейнер.
Эта популярность полностью объясняется преимуществами быстросборной гофротары:
- Простота разработки и производства, соответственно невысокая себестоимость;
- Огромный ассортимент готовых моделей. Популярность этого вида тары привела к тому, что в каталогах производителей практически всегда можно подобрать готовую разработку для своих целей;
- Удобство транспортировки и хранения порожней тары. В сложенном виде она занимает минимальное количество пространства;
- Высокая универсальность. Быстросборная упаковка применима практически в любом процессе;
- Минимальные временные затраты на подготовку к работе.
Недостатки быстросборной тары:
- Большая часть моделей требует для сборки дополнительные расходники. Чаще всего это упаковочный скотч;
- После распаковки быстросборная тара, в некоторых случаях, непригодна для полноценного повторного использования. Поскольку скотч при отклеивании часто повреждает наружный слой гофрокартона.
Впрочем, недостатки эти весьма условны, так как существует целый ряд моделей быстросборной тары, не требующей склеивания скотчем при сборке.

Как правило, крой у быстросборной гофроупаковки самый простой, что делает ее дешевой в производстве. Однако есть модели, в конструкции которых имеются замковые соединения. Они являются частью картонной заготовки и позволяют сформировать дно и крышку без использования скотча, как в самосборной гофроупаковке. Таким образом одни и те же конструктивные решения находят свое применение в разработке гофротары разных видов сборки.
Пример сборки быстросборной гофротары
Гофротара и гофроупаковка автоматической сборки

Упаковка и тара автоматической сборки — собирательное название для тары и упаковки, конструкция которых позволяет подготовить ее к работе одним движением. При этом в сложенном виде такая гофроупаковка занимает минимум места (как, собственно, и тара других видов сборки). А после разворачивания сразу превращается в готовую к работе единицу тары.
Конструктивно тара автоматической сборки представляет собой одну или несколько картонных заготовок, имеющих довольно сложную геометрию и предварительно проклеенных в одной или нескольких точках. При раскрытии такой коробки стенки и дно формируется без специального участия работника. Ему остается только заполнить готовую тару и закрыть крышку. При разработке приходится учитывать довольно сложную механику движения отдельных элементов в момент разворачивания тары в рабочее положение.
Этот вид сборки наиболее сложен в разработке и в производстве, что не может не отразиться на стоимости. Тем не менее, упаковка автоматической сборки пользуется немалым спросом. Особенно в случаях, когда время сборки тары является критически важным фактором.
Гофротара автоматической сборки — идеальное решение для производственных и логистических процессов, где обязанности сборщика тары и фасовщика исполняет один и тот же сотрудник. Для подготовки тары к загрузке достаточно одного движения, после загрузки еще одно движение — закрыть крышку.
Этот вид сборки применяется во всем спектре разновидностей упаковки и тары: от маркетинговой упаковки малых габаритов до транспортной для крупногабаритных грузов и группирующей тары для фасованных товаров.
Условный недостаток только один — цена. Но, как говорилось выше, скорость работы часто полностью компенсирует стоимость. А в отдельных случаях даже делает использование автоматической сборки более выгодной, чем применение дешевых упаковочных решений.
Пример гофротары автоматической сборки
Многосоставная тара

Говоря о видах сборки, нельзя обойти вниманием тему многосоставной гофротары.

Многосоставная гофротара — тара, состоящая из двух и более деталей. Наиболее распространены двухсоставная и трехсоставная тара. Пример двухсоставной — контейнер с отдельной крышкой. Пример трехсоставной — контейнер, состоящий из лотка-дна, откидной крышки и стенок, образованных обечайкой.
Многосоставная тара может как относиться к одному из вышеперечисленных видов сборки, так и сочетать в себе два и более вида. Так, например, контейнер может быть автоматической сборки, а его отдельная крышка при этом представлять собой самосборную или предварительно собранную при помощи скоб конструкцию. Если же речь о трехсоставном контейнере, то дно и крышка могут быть самосборными, а обечайка проклеивается или соединяется скобами заранее и поставляется в готовом виде.
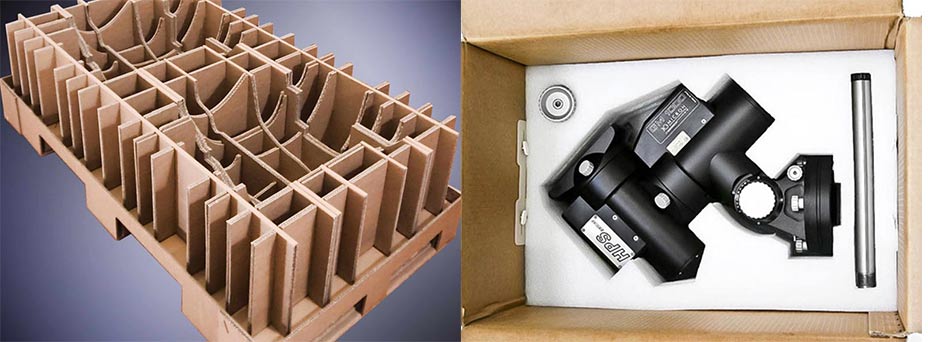
Отдельного упоминания заслуживают всевозможные вставки и ложементы, которые используются для фиксации содержимого тары и дополнительной защиты его от воздействий.

Ложемент — элемент тары или упаковки, в той или иной степени повторяющий очертания содержимого, предназначенный для фиксации, амортизации или разделения отдельных элементов содержимого. Нередко выполняет функции органайзера для различных наборов, упакованных в одном контейнере.
Сами ложементы могут быть изготовлены из разных материалов: гофрокартона, дерева, пластика и пенопласта (в комбинации с гофрокартоном они образуют, так называемую, комбинированную тару). Могут состоять из одной или нескольких деталей. В контексте разговора о видах сборки гофротары можно сказать, что некоторые из внутренних элементов упаковки просто укладываются внутрь емкости. А в отдельных случаях требуется пристегивание ложемента к основному контейнеру.
Конструктивные решения для закрывания и открывания гофротары и гофроупаковки
Многочисленные упаковочные решения предусматривают такое же множество вариантов закрытия и открытия тары. Среди них есть как отдельные, так и крышки клапанного типа. И те и другие могут предусматривать многоразовое открытие, позволяющее использовать упаковку неоднократно. А так же одноразовое, которое обеспечивает контроль вскрытия, своеобразное «пломбирование» груза. Многоразовое открытие, как правило, реализуется с использованием замковых соединений или просто отсутствием фиксирующего элемента.

Часто для фиксации крышки используют небольшие самоклеящиеся «пломбы» из полимера или бумаги. Их задача обеспечивать не столько удержание упаковки в закрытом состоянии, сколько контроль вскрытия. Зачастую такие пломбы бывают брендированы. То есть содержат лого или слоган и оформляются как элемент мерчендайзинга.
Стоит упомянуть о моделях, которые после загрузки и закрытия крышки превращаются в неразъемную конструкцию. Например, существуют контейнеры, у которых верхний край имеет загнутые выступы, а крышка изнутри оснащена упругими элементами, которые при закрытии входят в сцепление с краями контейнера, и не позволяют открыть его без повреждений. Также крышка может приклеиваться при помощи скотча или специально нанесенного на край клапана клейкого слоя, который до момента использования защищен специальной полоской бумаги.
Выбор тары определенного вида сборки
Сразу оговоримся, приведенные рекомендации носят ориентировочный характер. Так как производить такой выбор заочно не стоит.
Для того, чтобы подобрать идеально соответствующий вид сборки гофротары необходимо привлечь специалистов, которые лично ознакомятся со всеми процессами на предприятии, сделают хронометраж, при необходимости проведут ряд экспериментов с различными образцами конструкций, подготовят несколько прототипов для точного понимания, насколько четко они включаются в процессы с учетом всех нюансов. При этом приходится учитывать такие неочевидные моменты как количество движений, требуемых для сборки той или иной модели тары/упаковки, расстояния, которые приходится преодолевать сотруднику при переноске тары и так далее.
Тем не менее можно сформулировать ряд общих рекомендаций. Перечислим самые основные факторы, играющие роль при предварительной оценке подходящего вида сборки:
- используется в процессах ручная сборка, автоматические линии сборки или фасовки;
- характер содержимого, которое предполагается упаковывать;
- в каких процессах предстоит участвовать таре или упаковке;
- в каких условиях ее придется эксплуатировать, каким воздействиям будет подвергаться упакованный груз;
- требования к утилизации;
- основные функции, которые предполагается выполнять упаковке (транспортно-логистические, производственные, маркетинговые).
Линии автоматической сборки и фасовки
Если вы планируете использовать для сборки тары автоматические линии, то самосборные конструкции вам, скорее всего, не подойдут. Поскольку подавляющее большинство автоматических линий не в состоянии производить сложные манипуляции, необходимые при сборке такой тары. Зато подобные линии отлично справляются с быстросборными конструкциями. Если же вы используете фасовочные линии, то для них характерна приспособленность к работе с тарой автоматической сборки или быстросборной упаковкой. При этом важно учесть, что любая автоматическая линия накладывает на используемую упаковку высокие требования: точность в размерах, заданные плотность картона и упругость элементов упаковки.
Несмотря на сложности, возникающие при настройке таких линий, их эксплуатация полностью себя оправдывает в случаях когда:
- затраты на настройку и разработку оправданы объемами производства;
- требуется минимизировать человеческий фактор на производстве, исключив множество ошибок, свойственных сотрудникам;
- к упакованному товару предъявляются повышенные гигиенические и санитарные требования. То есть контакт пальцев сотрудников с содержимым должен быть исключен. Это касается фармацевтики, производства гигиенических товаров или стерильных предметов личного пользования.
Вторичная переработка тары и упаковки
Если этот фактор является значимым для вашего бизнеса, то важно знать, что разные виды сборки тары по разному оцениваются приемщиками вторсырья.
- Наиболее желательным отработанная самосборная гофроупаковка. Поскольку в ее конструкции не применяются никакие материалы кроме гофрокартона. Такое вторсырье представляет собой чистую целлюлозу без примесей инородных материалов;
- На втором месте стоят конструкции, в которых попадаются примеси полимерной пленки — остатки скотча соединяющего днище;
- Третий сорт — тара и упаковка, скрепляемая металлическими скобами. Некоторые модели перерабатывающих машин не справляются с такими примесями и даже могут из-за них выйти из строя. По этой причине компаниям, производящим переработку макулатуры, приходится предварительно избавляться от скоб, что усложняет и удорожает процесс.
Общие рекомендации по выбору
Несмотря на всю сложность выбора вида сборки, есть общие правила выбора.
Итак, если для вас важна презентабельность упаковки, и вы не хотите, чтобы ее внешний вид портили дополнительные элементы типа скотча, используйте упаковку с замковыми соединениями. Это может быть как самосборная упаковка (в ней по определению не имеется никаких посторонних элементов) так и быстросборные, частично подготовленные конструкции и упаковка автоматической сборки с крышками на замках. Этот вариант подходит для коробок с малогабаритным товаром.
Если важным фактором для вас является бюджетность решения, то выбирайте быстросборные четырехклапанные ящики.
Крупногабаритные грузы проще и дешевле упаковывать в оберточную тару.
Если для вас играет важную роль стерильность содержимого — используйте автоматические линии фасовки. При этом наиболее подходящей будет упаковка быстрой сборки. Что упростит настройку линии.
Для транспортно-логистических целей можно использовать любой вид сборки. Но учитывая, что самосборные и быстросборные конструкции на замковых соединениях проще использовать как многооборотную тару и удобнее хранить в порожнем виде, возможно именно они станут оптимальным решением. Для габаритных грузов рациональнее использовать многосоставные контейнеры. Если при этом для вас важен фактор времени, применяйте грузовые контейнеры автоматической сборки, они моментально подготавливаются к работе и в сложенном виде занимают минимум складского пространства.
Производство гофрокартона

Тароупаковочная продукция, которая изготовлена из гофроккартона на сегодняшний день является одной из самых нужных упаковок на отечественном и мировом рынках. Ее изготовление всецело обеспечивает линия по производству гофрокартона.
На долю упаковок, которые произведены из бумажно-целлюлозного сырья, приходится около 67% от всего объема расходуемой тары. Это можно объяснить тем, что гофрокартон имеет легкую массу, которая характеризуется высоким качеством и низкой стоимостью.
Чаще всего линии по производству гофрокартона окупаются за 3–4 месяца после начала их эксплуатации.
Технология производства

Ввиду постоянного увеличения спроса на бумажную тару, многие предприятия проявляют интерес к организации промышленного производства бумажной упаковки из картона и гофрокартона.
Однако для того чтобы решиться на начало данного бизнеса нужно исследовать технологию производства картона и гофрокартона, провести анализ изготовления картонной тары и координационные вопросы в открытии организации.
Методика изготовления упаковочных линии по производству гофрокартона и картона зависит от линии для изготовления, которая уже имеется на предприятии. Установку для картонных и гофрокартонных упаковок выбирают, основываясь из планируемого объема производства, конструкции и номенклатуры коробки.
Промышленный процесс производства упаковки из гофрокартона и картона начитывает несколько этапов:

- 1 этап: нарезка листов.
Чтобы осуществить нарезку тары на предприятиях необходимо использовать рилевочно-резательный станок.
- 2 этап: нанести печать.
На флексографическую станцию наносят одноцветную или многоцветную печать.
- 3 этап: сформировать заготовки для ящиков.
Учитывая конструкцию ящиков на этом промышленном этапе можно применять различную технику.

- 4 этап: склеить ящики.
Данный этап обеспечивает поступление тары на фальцевально-склеивающий станок.
Оборудование для производства упаковочных линий работает в автоматическом режиме.
На финале промышленных процессов, продукция из картона формируется в перевязанную пачку, которая размещается на поддон. Для последующего комфорта, транспортировка пачек увязывается в паллеты. Этот этап в линии по производству гофрокартона завершающий.
Оборудование
Предприятию по производству картонной тары необходимо иметь в первом списке автоматизированную линию для производства гофрокартона. Такая установка должна иметь список техники для специализации бумажной массы и макулатуры.

- Гидроразбивательный аппарат.
- Вихревой очиститель, позволяющий устранить тяжелые неполадки во включении.
- Узлоуловитель;
- Турбосепаратор.
- Пульсационная мельница;
- Дисковая мельница;
- Вибросито;
- Вихревой очиститель, который позволяет ликвидировать легкие неполадки во включения.
- Мешалка для макулатурных масс.
Линии по производству гофрокартона также должны иметь специальную машину, формирующую картонное полотно. Данная машина должна его сушить и обезвоживать. Современная установка для изготовления картона может изготавливать 25–310 тонн изделий в сутки. Максимальная длина листа может составить 6 м.

Необходимый материал для изготовления картона:
- Целлюлоза.
- Макулатура.
- Их смешанность.
Для производства 1 тонны картона, необходимо:
- 2,5 тонны пара;
- 1,2 тонны макулатуры;
- 650–850 кВт электричества;
- 17–23 куб. м 2 воды.
Анализируя диапазон цен на технику для изготовления гофрокартона, капиталовложения на приобретение линии будут составлять не менее 100 млн. рублей.
Линия по производству гофрокартона, цена которой составляет 2,6 млн. рублей разных производителей также имеет всю комплектацию, но стоит в несколько раз дешевле. Однако, приобретение бывших в употреблении моделей чревато разного рода браками и неполадками.
Характерным признаком гофрированного картона является существование волнообразных (гофрированных) слоев. Гофрокартон содержит чередующиеся плоские и гофрированные слои, которые склеены разными адгезивами по линии контакта. Склейка происходит между плоским слоем картона и нижней с верхней поверхностями волн гофры.
Показателем, который определяет характеризующие виды гофры, являются – h (высота гофры) и t (шаг гофры). Высота гофры – это промежуток между верхней и нижней его точками. Шаг гофры – это дистанция между одной и второй верхними соседними точками гофры. Обусловленная комбинация показателей шага и высоты гофры называется профилем.
Главные задачи профилей 3-слойного листового гофрокартона:
- Гофрокартон профиля С:
используется в производстве ящиков и упаковки для перевозки и хранения изделий, при этом имеет высокую прочность при штабелировании.

- Гофрокартон профиля В:
предназначается для производства ящиков, лотков и контейнеров для перевозки и хранения изделий, имеет при этом низкую прочность при штабелировании но хорошую поверхность при печати.
- Гофрокартон с профилем Е:
предназначается для производства упаковок небольшого размера, при этом имея низкую прочность в штабелировании и очень хорошую поверхность в печати.
Главные задачи профилей 5-слойного листового гофрокартона:
- Гофрокартон с профилем СВ:
предназначается для производства ящиков и лотков для тяжёлой продукции, которая требует высокой защиты, имея при этом очень высокую прочность в штабелировании, а также высокую устойчивость при ударах.
- Гофрокартон с профилем СЕ:
предназначается для производства ящиков и лотков для тяжёлой продукции, которая требует высокой защиты, имея при этом очень высокую прочность в штабелировании, высокую устойчивость при ударах, а также хорошую поверхность для печати.
Линия для производства гофрокартона
Марки и типы гофрокартона
Тип гофрокартона предназначается для соответствия параметрам гофрокартонного листа ГОСТу.
Данный продукт относится к многослойному сырью. Его толщину определяет количество плоского слоя, или как его называют лайнер, а также флютинг (бумага для гофрирования).
Т – это трехслойный гофрокартон. Он содержит два плоских слоя и один гофрированный.

П – это гофрокартон пятислойный, который содержит три плоских (два внешних и один внутренний) и два гофрированных слоя.

Задача листового трехслойного гофрокартона состоит в производстве тары и дополнительных упаковок. Они предназначены для упаковки изделий, которая не переносит статическую нагрузку.
Задача листового, пятислойного гофрокартона состоит в производстве упаковочной продукции для транспортировки. Изделия для них нуждаются в максимальной защите от непроизвольных повреждений или ударов. Также пятислойный гофрокартон необходим для изготовления гофротары больших размеров.
Паровая линия
Паровые линии для производства гофрокартона предназначены для изготовления трех- и двухслойного гофрокартона.

В состав паровой линии для производства гофрокартона, входят такие установки:

- Гофропрессы кассетных типов.
- Вакуумный вал В, С, формата 1500 (рабочая скорость 125м/мин).
- Импортный гофровал.
- Накопительный мост (наличие вакуумного натяжения полотна).
- Синхронизация частотная склейки (с сушильным столом).
- Резательно-рилевочная, продольная, тонконожная установка с системой электронного управления и пятью видами рилевок.
- Поперечная двухуровневая резка.
- Укладчик.
Имеется в наличии дополнительная техника:
- гребенчатый гофропресс;
- склейка;
- резка продольная;
- резка поперечная.
BHS линия
Гофрированный пятислойный картон эксплуатируется для производства особенно прочной и жесткой упаковки. Например, упаковка продуктов мясокомбината, овощи, фрукты. Также для производства крупногабаритных контейнеров: упаковка для холодильника, стиральной машины. В зависимости от задачи контейнера применяют гофру профиля «ВС», редко применяют сочетание «ВВ».

bhs линия по производству 5 слойного гофрокартона, установленная на новом гофрозаводе «Илим», рассчитана на выход 5-слойного гофрокартона с профилями В, С и Е. Также существует возможность использования гофрокартона профиля A, K, F.
BHS линии по производству 5-слойного гофрокартона для выхода качественного продукта, выполняют такие операции:
- установка картонного рулона на раскатное устройство;
- предварительное усиление нагрева картона;
- плакирование клея на специализирующей клеильной установке;
- приклеивание 2-слойного гофрокартона с подогретым лайнером, образовывая пятислойный гофрокартон;
- сушка гофрокартона.
После размотки ватин бумаги переходит в гофропресс, в котором бумага гофрируется с помощью двух валов и нагревающегося пара. На вершину гофры с верхней стороны происходит нанесение крахмального клея. Далее, картонный материал переходит в другой гофропресс где гофрированное полотно соединяется с картоном. В результате этого процесса получается 2-слойный гофрокартон.

Далее, материал из двухслойного гофрокартона укладывают в форме петли, чтобы создать некоторый запас и бесперебойную работу гофроустановки. После чего, материал перемещают в подогреватель и подают на клеильную установку.

Там осуществляется нанесение крахмального клея. 2-слойный гофрокартон объединяется с другим материалом из картона. Так, образуется трехслойный гофрокартон. Чтобы изготовить пятислойный гофрокартон в гофроустановке существует еще один гофропресс.
Склеенные слои гофрокартона поступают в сушильный аппарат, в котором отдается лишняя влага и материал крепко склеивается в слоях. На финале зафиксированы ротационные ножницы. Они нужны, чтобы устранить некондиционную заготовку и обеспечить переход на следующий этап.
А также чтобы изменить размер заготовки. Готовое полотно переходит в специальную рилевочно-резательную установку, в которой нарезаются полосы необходимой ширины и одновременно обрезаются кромки. Там же наносится линия следующего сгиба полотна, чтобы правильно сформировать ящик.
После того, материал разрезается на лист необходимой длины, при этом образуется полностью готовая к последующей обработке заготовка. Последующие манипуляции листов осуществляются на перерабатывающей линии.
Гофроящики
Линия по производству гофроящика осуществляет изготовление продукции в ходе технологических процессов, которые включают в себя несколько этапов.

I этап: заготовка материала.
Первый этап производства включает ряд операций:

- распустить макулатуру (роспуск происходит в гидроразбивателе);
- очистить макулатурную массу от масштабных ингредиентов (процесс производят на вихревом очистителе с большой концентрацией);
- роспуск готовых, очищенных скоплений (производится на пульсационной мельнице);
- тонкая очистка;
- поступление массы в композиционный бассейн;
- в состав скоплений идет добавка канифольного клея, глинозема и крахмала;
- полученная бумажная масса проходит дополнительную, тонкую очистку, которую осуществляют на вихревых очистителях и узлоуловителях.
II этап: выделка картонной коробки.

- Бумажный конгломерат начинает поступление в специальную машину (субстанция в ней подвергается прессованию и обезвоживанию, а также сушке);
- по завершении этой операции происходит процесс формирования картонной коробки. В завершение, коробки из отходов проходят сквозь валы машинных каландров и там, под упором высокого давления лист изделия разглаживается;
- готовый продукт наматывают на тамбурные валы и отправляют на резательно-продольный станок;
- На станке картон нарезают на несколько листов необходимых параметров, и это становится завершающим технологическим процессом изготовления картонной коробки.
Оборудование линии для производства гофроящиков:
Предприятие по производству картонной тары должно иметь в необходимом порядке автоматизированную линию для производства гофроящиков. Такая установка должна иметь список техники для специализации бумажной массы и макулатуры.

- Гидроразбивательный аппарат.
- Вихревой очиститель, позволяющий устранить тяжелые неполадки во включении.
- Узлоуловитель;
- Турбосепаратор.
- Пульсационная мельница;
- Дисковая мельница;
- Вибросито;
- Вихревой очиститель, который позволяет ликвидировать легкие неполадки во включения.
- Мешалка для макулатурных масс.
Ящик, который изготовлен из гофрокартона, имеет сложную структуру и производится методом ротационной или плоской высечки. Это обеспечивает высокое качество и точность. Самыми распространенными ящиками в этой категории являются американские (четырехклапанные) упаковочные ящики для широкого использования продукта и различных изделий лоткового вида.
Видео: Производство гофротары
Источник https://www.antech.ru/wiki/stati/vidy-sborki-gofrotary-i-gofroupakovki/
Источник https://promtu.ru/linii-proizvodstva/proizvodstvo-gofrokartona