
Печи и литейное оборудование
Для того чтобы наладить успешное литейное производство сегодня, необходимо современное литейное оборудование, которое обеспечит высокую технологичность, продуктивность и экономичность всех производственных процессов.
В литейных цехах разных отраслей промышленности используется оборудование общего применения и специализированное технологическое оборудование, необходимое исключительно для литейного производства.
Непосредственно литейным оборудованием являются:
- Плавильные печи.
- Литейные машины.
- Заливочные устройства, механизмы, манипуляторы, средства транспортирования и системы управления, датчики предназначенные для изготовления отливок
- Литейные автоматы, установки, комплексы.
- Ковши литейные.
К общему оборудованию относятся
- Аспирационные системы,
- Смесители,
- Тиристоры,
- Трансформаторы,
- Конденсаторы,
- Различные типы конвейеров,
- Монорельсовый транспорт,
- Крановое хозяйство,
- Подъемники,
- Системы бункеров,
- Питатели,
- Магнитные сепараторы,
- Вентиляционные,
- Калориферные установки.
Современное литейное оборудование значительно отличается от оборудования прошлого. В основном это установки с программным обеспечением, механизированные, автоматизированные системы, использующие высокие и высокоточные технологии в производстве.
Плавильные печи

Основным литейным оборудованием является плавильная печь. Она производится из высокопрочной стали, с использованием теплоизоляторов и огнеупорных материалов повышенной стойкости.
По способу литья печи делятся на индукционные, элекродуговые, газовые и муфельные. Рассмотрим устройство и принцип работы каждой из них отдельно.
Индукционная плавильная печь
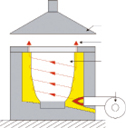
См. на рис. 1 а. Построена на принципе экономичного индукционного нагрева — расплавления металла в результате прохождения через него вихревого электрического тока. Электромагнитное поле создается посредством индуктора.
Печь состоит из плавильного тигеля, сделанного из огнеупорного графита, куда помещается металлическая шихта. Тигель, как правило, имеет цилиндрическую форму. Он находится внутри индуктора, который подключен к источнику переменного тока. Благодаря явлению электромагнитной индукции за счет теплового воздействия электромагнитного поля, шихта нагревается и расплавляется. Одним из преимуществ индукционных печей является высокая гомогенность (однородность) сплава, которая достигается благодаря электродинамической циркуляции, перемешивания во время индукционного плавления. Это один из самых быстрых способов плавки. Имеют преимущества в быстроте процесса, малой загрязненности воздуха, экономичности. Тигли графитовые (для бронзы, латуни, меди золота, серебра), чугунные и стальные (для алюминия) или керамические (для чугуна, стали)
В зависимости от объема расплавляемого материала и размера тигля, индукционные плавильные печи делятся на:
- Индукционные печи от 5 до 200 кг для золотодобывающей, инструментальной и ювелирной промышленности, стоматологии, художественной и экспериментальной плавки. Самые мобильные печи для плавки золота, серебра, платины, цветных и черных металлов. ИПП-15,25,35,45,70,90,110,160 (в цифрах указана мощность печи) имеют массу от 34 до 130 кг и способны перерабатывать от 5 до 200 кг металла.
- Индукционный печи от 100 до 1000 кг для плавки цветных металлов. Максимальная температура 1400 °C . Свойства аналогичные, увеличивается размер печи и объем тигля.
- Индукционные плавильные печи от 100 до 20 000 кг. Используются для плавки стали, чугуна, иногда цветных металлов токами средней частоты. Это печи производственного назначения, которые используются на металлургических промышленных предприятиях. Например, в производстве стального проката. Их производительность до 150 тысяч тонн сортового проката в год.
Индукционные печи позволяют быстро переходить от одного вида сплава к другому, делать перерывы между процессами, удобны в обслуживании и эргономичны, имеют большие возможности для автоматизации процессов. В печи может быть создана любая атмосфера (нейтральная, окислительная, восстановительная) и любое давление. Возможность управлять плавкой, регулировать мощность и нагрев тигля позволяет использовать разные режимы работы для разных сплавов. Высокое значение удельной мощности на средних частотах позволяет достичь высокой производительности печи.
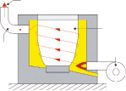
Электрическая дуговая плавильная печь
См. на рис. 1 б. Металл нагревается электродугой переменного или постоянного тока, которая возникает между тремя цилиндрическими графитовыми электродами и металлическим шихтом. Такие печи вмещают от 0,5 до 400 тонн металла. Внутри цилиндрической печи используется футировка основным или кислым кирпичом. Во время плавки технологически осуществляется покачивание и перемешивание металла. В дуговой печи используется
- Плавка шихты из легированных отходов без окисления, в этом случае удаляется сера, проводится диффузное раскисление с помощью ферросилиция, молотого кокса, алюминия. И получают легированные стали.
- Плавка на углеродистой шихте с окислением. В качестве шихты – старый чугун, стальной лом, электродный лом, кокс, известь. Во время плавления происходит окисление под воздействием воздуха. Затем месь раскисляют осаждением и диффузным методом, алюминием и силикокальцием. Таким образом выплавляют конструкционные стали.
Читать статью 15 станков для малого бизнеса в гараже. Оборудование для производства на дому
Электрическая дуговая печь используется для производства жаростойкой, инструментальной и конструкционной высококачественной углеродистой и легированной стали .
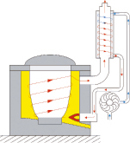
Газовые плавильные печи
См. на рис. 1 в. Тепло образуется от горения газово-воздушной смеси, с помощью которого нагревается жаростойкий тигель, в таких печах плавят алюминий, медь, олово, драгоценные металлы, свинец. Газовая печь позволяет достичь максимально точного температурного контроля, что важно для выплавки цветных и ценных металлов.
Муфельная печь
См. на рис. 1 г. В муфельной печи используется защитный материал муфель, который выдерживает температуру не больше 950 °C. Это ограничивает сферу применения.
Современные машины для литья
В соответствии со способом прессования в камере машины для литья делят на два вида:
- Литейные машины с горячим прессованием. Под слабым давлением поршня или сжатого воздуха камера погружается в горячий расплав, который вытесняется в пресс-форму. Так отливаются сплавы с цинком.
- Литейные машины с холодным прессованием.Тут используется высокое давление. Используются преимущественно для медных, магниевых и алюминиевых сплавов.
Использование современных способов автоматизации процесса литья, позволяет создать машины высокой точности и качества сплавов. Рассмотрим это на примере нескольких современных машин для литья алюминия.
Наклоняющиеся литейные машины – новейшее технологическое решение с точным заполнением формы и полным контролем над дозированием и поведением расплава с помощью электрического сервопривода. Стержни вставляются автоматически или вручную. После закрытия заливается расплав. Сервопривод контролирует движение, наклон, процесс литья качанием, предупреждает перекос при открытии формы. Машина обеспечивает идеальный доступ к форме, эргономичность и для заполнения формы, и во время очистки (гидравлический способ выталкивания компонента).
Машины для литья головок цилиндров
Литейная форма закрывается актюаторным элементом стационарного характера после того, как туда вставлены стержни. Алюминий заливают в форму, после усадки форма открывается, деталь извлекается. Литейная машина вновь готова к заливке. Все происходит быстро, очень удобно, точно. Кабели и настройки надежно защищены, ремонт очень простой, доступ к форме идеальный. Конструкция прочная, максимально функциональная для проведе
ния четких последовательных операций.
Литейные машины для 3х форм
В литейных машинах используется метод гравитационного литья с единовременным участием 3 форм. Значительно повышается продуктивность и эргономичность процесса, зона обслуживания минимальна, все происходит на одной машине: и установка стержней, и заливка, и извлечение отливок
Для отлива алюминия используются роторно-линейные машины, работающие под низким давлением и стабилизированным заполнением за счет регулируемого наклона формы, а также машины с противодавлением, использующиеся для создания высококачественных отливок из алюминия, где под давлением находится печь и пресс-форма внутри, создается перепад давлений, значительно повышающий качество продукции. Это еще более автоматизированный и оптимизированный, по сравнению с гравитационным, способ литья, который используется для отливок с прочными равномерно утолщенными стенками.
Литейные автоматы, установки, комплексы.
В литейном производстве сегодня могут активно использоваться новейшие элементы автоматизации, которые представлены такими устройствами:
- Поворотными столами
- Литейными роботами
- Роботами манипуляторами
Современное литейное производство использует сегодня автоматизированные литейные комплексы
- Литейные карусели для крупносерийного и массового производства с поворотным столом, роботами-съемщиками отливок, роботами-установщиками стержней, конвейером охлаждения и плавильными печами.
- Роботизированная литейная ячейка состоит из литейных машин, стола для ручной установки стержней, робота литейного, робота, снимающего отливки, конвейера охлаждения, станции перемены захватов, плавильно-раздаточных печей.
- Литейная автоматизированная линия – комплекс, в который входят литейные машины, манипуляторы для транспортировки и установки стержней и пакетов, манипуляторы для извлечения и перемещения готовых отливок, роботы-съемщики, плавильно-раздаточные печи.
Ковши литейные
Литейные ковши – необходимый элемент литейного производства, который позволяет хранить, транспортировать и производить безопасную разливку расплавленного металла для дальнейшего литья.
Ковши перемещают на специальных тележках или с помощью гибкого производственного модуля. В общем, литейный ковш – это емкость для металла. Различаются ковши
Литейное и формовочное оборудование
Для марок литейного оборудования у нас принята пятизначная индексация, в которой первая цифра указывает на технологическое назначение: 1 – для подготовки формовочных материалов и приготовления смесей; 2 – для изготовления литейных форм и стержней; 3 – для выбивки литейных форм и стержней; 4 – для очистки отливок; 5 – для литья в оболочковые формы; 6 – для литья по выплавляемым и выжигаемым моделям; 7 – для литья под давлением; 8 – для литья в кокиль; 9 – для центробежного литья. Вторая цифра обозначает технологический вид: 1 – вибростолы; 2 – машины формовочные; 3 – машины стержневые; 4 – пескометы и т. д. Третья цифра означает конструктивный тип: 1 – пневматическая встряхивающе-прессовая без поворота полуформы; 2 – то же с поворотом полуформы и т. д. Четвертая и пятая цифры характеризуют типоразмер оборудования. Например, модель 22211 относится к оборудованию для изготовления форм и стрежней (2), к формовочным машинам (2), конструктивный тип которых – встряхивающе-прессовые с поворотом полуформы; 11 – обозначает, что эта машина производит полуформы в опоке 500×400 мм.
Читать статью Устройство и оборудование литейной лаборатории. Правила техники безопасности — презентация онлайн
Оборудование для подготовки формовочных материалов
Формовочные смеси
Отливки составляют 40 % фасонных заготовок в машиностроении. За год в нашей стране производится около 25 млн. тонн отливок, причем 80 % из них – литьем в разовые объемные песчаные формы. Формовочные смеси для производства таких форм делятся на три группы: 1. Сырые глинистые смеси малой прочности (ПГС), не подвергающиеся после уплотнения при формовке тепловому или химическому упрочнению. Основные компоненты: оборотная смесь 90–98 %, кварцевый песок и формовочная глина, влага. Литьем в песчано-глинистые формы (ПГФ) изготовляется половина всех отливок. 2. Упрочняемые смеси средней прочности. Упрочняются уплотнением при формовке, а затем при сушке. Применяются редко из-за длительности сушки. 3. Самотвердеющие смеси высокой прочности, которую они приобретают на модели в результате химического процесса. Смеси делятся на облицовочные (примыкая к модели, они определяют качество поверхности отливки, поэтому отливки получаются высо- кого качества), наполнительные (заполняют остальной объем формы, качество отливок ниже, чем у облицовочных смесей) и единые (вся форма заполняется одинаковой смесью). Для изготовления стержней применяют смеси (2) и (3) группы. Третья группа включает в себя несколько видов смесей: жидкостекольные, жидкие самотвердеющие смеси (ЖСС), пластичные самотвердеющие смеси (ПСС), холоднотвердеющие смеси (ХТС). Для изготовления стержней и оболочковых форм применяют также песчано-смоляные смеси.
Оборудование
Подготовка формовочных материалов заключается в обеспечении однородного мелкофракционного состава. Для этой цели применяются разнообразные дробилки и мельницы. Щековые дробилки (рис. 1.18) рекомендуются для дробления отработанных жидкостекольных смесей и др. материалов. Дробление производится за счет сжатия между дробящими плитами неподвижной 1 и подвижной 2 щек. Качание подвижной, являющейся одновременно шатуном, осущест-вляяется при вращении экцентриково-го вала 3, распорная плита 4 поддерживает низ щеки 2, сохраняя заданный зазор между дробящими плитами. Ще-ковые дробилки СМД-116, СМД-109, СМД-108 имеют производительность 7,8–30 м3/ч. У молотковых дробилок материал подается через воронку в корпус, внутри которого он дробится молотками, закрепленными с помощью шариков на вращающемся роторе в виде лучей (по радиусу). Продукты дробления проваливаются вниз сквозь колосниковую решетку. Корпус дробилки облицован износостойкими плитами. Молотковые дробилки СМД-112, СМД-114б, СМД-147 производительностью 10–27 т/ч рекомендуются для отработанных холоднотвердеющих смесей, угля и др. материалов. Валковые дробилки (рис. 1.19) предназначены для отработанной смеси, стержней на жидком стекле и др. материалов. Дробление у них происходит затягиванием в зазор между вращающимися в разные стороны валками 2, 5, один из которых опирается на пружину 3, предохраняющую дробилку от поломки при попадании в бункер недробящих-ся, например металлических, кусков. Расстояние между валками регулируется прокладками 4.
Рис.1.18. Щековая дробилка

5 4 Рис.1.19. Валковая дробилка
У роторных дробилок измельчение происходит в результате ударов кусков об отбойные плиты, на которые куски отбрасываются вращающимися относительно горизонтальной оси ротором с битами. Производительность роторных дробилок: СМД-85 – 55 м3/ч, СМД-86 – 125 м3/ч. В вибрационных дробилках куски истираются друг о друга и о стенки бункера с шипами, ребрами, отверстиями. Вибрация возбуждается системой на пружинных опорах под действием вращающихся эксцентриков. Вибрационная дробилка 12213 имеет производительность 15 т/ч. Мельницы шаровые 151М2, а также модели МШЦ и МШР предназначены для тонкого измельчения глины, каменного угля и др. материалов. Представляют собой вращающийся около горизонтальной оси барабан, наполненный измельчаемым материалом и металлическими шарами. Шары за счет вращения барабана поднимаются на некоторую высоту и падают, дробя материал.
Для просеивания различных материалов применяют сита. Они бывают барабанные, вибрационные и инерционные. Сита также делятся на сита грубой и тонкой очистки. Параметры отработанной смеси после выбивки в зависимости от близости к отливке значительно различаются: влажность колеблется от 0 до 3 %, а температура может достигать 80–120 оС. Поэтому перед повторным использованием необходимо охладить смесь и усреднить влажность, для чего применяют различные охладители. При многократном использовании формовочных и стержневых смесей изменяются их свойства. В особенности это относится к песку: изменяется объем зерен, происходит растрескивание, сращивание. Восстановить свойства смесей можно с помощью регенерации, которая включает в себя дробление, магнитную сепарацию металлических включений, просеивание, очистку поверхности песчинок от пленки связующего, обеспыливание песка и классификацию – разделение по фракциям (размерам зерен).
При гидравлической регенерации зерна песка интенсивно промываются в потоке воды. Важнейшим элементом системы гидравлической регенерации является оттирочная машина, где песок очищается за счет соударения в потоках пульпы, создаваемых лопатками вертикальных валов двух камер, имеющих разный угол наклона. Система регенерации содержит также железоочистители, дробилки, грохоты, классификаторы, сушилки и охладители. В системах сухой механической регенерации моделей 14311–14316 зерна песка очищаются от пленки связующего перетиранием смеси в дробилках. Образующаяся пыль удаляется вместе с отсасываемым воздухом. При термической регенерации пленки с зерен песка сжигают прока ливанием смеси при 550–800 оС, после чего производят воздушную сепарацию. Этот способ в 2–3 раза дороже механической регенерации. Имеются установки термической регенерации РТ 0,4 – РТ 10 (цифры указывают на производительность).
Читать статью Литейное зуботехническое оборудование для лабораторий — купить с доставкой – TOP DENTIS
Оборудование для приготовления формовочных и стержневых смесей
Формовочные и стержневые смеси состоят в основном из кварцевого песка, пылевидных и жидких добавок. Процесс приготовления смеси состоит из дозирования всех компонентов смеси, включая воду, загрузки их в смесители в определенной последовательности, перемешивания для обеспечения однородности и заданных свойств готовых смесей. Смесители литейные чашечные периодического действия с вертикально вращающимися металлическими катками 15101–15108 предназначены для приготовления единых, наполнительных, облицовочных и стержневых смесей из песчано-глинистых фракций с пылевидными и жидкими добавками. Приставка СК к индексу модели указывает на наличие у смесителя скипового подъемника для загрузки с целью использования в смесеприготовительных системах реконструируемых цехов. При вращении вертикального вала 3 смесь размешивается и растирается катками 2, вращающимися на горизонтальных осях 4, устанавливаемыми с регулируемым зазором «а» относительно чаши 1. Смесь перемешивается, так называемыми, отвалами, расположенными между катками. При этом песчинки обволакиваются оболочкой связующего. Запыленный воздух отсасывается из-под колпака гати. Производительность бегунов (второе название смесителей) зависит от длительности цикла. При цикле 2–4 мин она составляет у модели 15108–15110 – 60 м3/ч. У смесителей моделей 15326 и 15328 катки вращаются на горизонтальных осях. Применяются такие бегуны в основном для сырых песчано-глинистых смесей (ПГС). Производительность 15328 при цикле 2,5 мин = 38,4 м3/ч.
Более производительны смесители (бегуны) литейные чашечные непрерывного действия 15204, 15207, 15208, производительность 8-го габарита достает 240 м3/ч. По конструкции они представляют собой смесители периодического действия с вертикально вращающимися катками, смежные чаши которых сообщаются через общий сегмент. Увеличение производительности происходит благодаря последовательному смешиванию двумя парами катков. Встречное вращение валов в чашах сдвинуто по фазе на 90о и синхронизировано. Разработаны комплексы оборудования для автоматизированных смесительных систем массового и крупносерийного производства КР6, 3К16П-К100НП – А-К400Н, включающие смесители периодического (П) и непериодического (Н) действия, охладители смеси, аэраторы, сита, же- лезоотделители, ленточные конвейеры с весовыми устройствами и плуж-ковым сбрасывателем. Для производства оболочковых форм используются смеси, где каждая песчинка покрыта тонким слоем связывающего – термореактивной слюдой. Смеситель центробежный периодического действия 15411 для приготовления плакированных смесей горячим способом производительностью 1 т/ч имеет нагреватель песка – камеру с вращающимся барабаном внутри нее. Барабан несет ковши, поднимающие и высыпающие песок в верхнем положении.
Песок при падении проходит зону нагрева и поступает в центробежный смеситель с двумя катками на дисках. Затем смесь поступает через вибросито в охладитель. Установка имеет также емкости и дозаторы для смолы, уротропина и стеарата кальция. При изготовлении смесей применяют также лопастные смесители, основными элементами которых являются горизонтальные валы с лопастями, вращающимися в желобе. Лопасти захватывают материалы и перемещают их по окружности и вдоль желоба, постоянно вороша, за счет чего и происходит перемешивание. Лопастные смесители применяются для приготовления ХТС и ЖСС.
Техническая поддержка [email protected]
copyright © Поддержка сайта осуществляется ООО «Гипер-Пресс»
поисковое продвижение поддержка сайта
телефон: (495) 228-13-22
Литейное и формовочное оборудование
МЕТАЛЛУРГИЧЕСКОЕ ОБОРУДОВАНИЕ:
РЕАЛИЗАЦИЯ, ИНТЕГРАЦИЯ, СЕРВИС
Печи и литейное оборудование
Экспертиза печей и литейного оборудования устанавливает соответствие их технического состояния существующим требованиям. Компания «ИНТЕРКОР-РУС» выполняет экспертизу печей, разливочных ковшей и литейного оборудования с 2000 года. Наши преимущества — современная материальная база, полный перечень разрешительных документов, высоко квалифицированные сотрудники с опытом работы, в обязательном порядке прошедшие аттестацию.
Телефон офиса в Самаре
8 (846)200-59-39
Экспертиза безопасности печи

Обследованию подвергаются все основные элементы конструкции: металлический кожух, тигель, огнеупорная футеровка, нагревательные элементы и пр. Если выполняется экспертиза газовой печи, необходимо проверить состояние газовых горелок и всего газового оборудования.
Порядок проведения обследования включает три этапа:
- предварительный (необходимо получить от заказчика все необходимые документы и материалы);
- исследование объекта различными методами;
- составление экспертного заключения, в котором проанализировано состояние устройства, указан срок его безопасной эксплуатации и даются рекомендации по поддержанию исправного состояния.
Экспертиза разливочных ковшей
Основное назначение разливочных ковшей — перенос жидкого металла. Как и всё оборудование литейных производств, в процессе эксплуатации они подлежат экспертизе в установленные сроки. В ходе проведения обследования необходимо:
- оценить соответствие оборудования правилам безопасности;
- проверить его состояние на предмет наличия дефектов;
- оценить влияние обнаруженных дефектов на функционирование оборудования;
- рассчитать остаточный ресурс.
Главное назначение обследования — обеспечить поддержание требуемого уровня надёжности разливочных ковшей и соответствие стандартам промбезопасности.
Порядок экспертизы литейного оборудования
Последовательность осуществления обследования определяется правилами проведения экспертиз в данной сфере. В перечень необходимых мероприятий входит ознакомление с представленной документацией, обследование технического состояния проверяемого объекта и его элементов, составление ведомости дефектов и согласование мероприятий по их устранению, расчёт остаточного ресурса и составление заключения экспертизы.
Если нужна экспертиза безопасности промышленной печи и литейного оборудования, обращайтесь к нам. Позвоните или оставьте заявку на сайте, и «ИНТЕРКОР-РУС» проведёт необходимое обследование в оговорённые сроки.
Печи и литейное оборудование
ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
ООО «СибЛитКом» представляет интересы надежных, проверенных производителей, поэтому Вы всегда можете быть уверенными в качестве предлагаемой продукции.
Наши специалисты предложат Вам оптимальное проектное решение, помогут подобрать современный, экономически правильный вариант в сжатые сроки без потери качества.


Запуск и пусконаладочные работы
ООО «СибЛитКом» более 10 лет в краткие сроки успешно производит запуск и наладку плавильного, термического и литейного оборудования.
Сервис и обслуживание
ООО «СибЛитКом» в течение многих лет является стабильным поставщиком комплектующих и запчастей для металлургического оборудования производсвта КНР и России.


Преимущества работы с нами
Все можем взять на себя: анализ, расчет, подбор, логистику, монтаж, запуск, сервис и прочее
Стабильное качество и короткие сроки запуска
Надежный производитель литейного оборудования
Налаженная система сервиса и обслуживания
Квалифицированный персонал с опытом работы более 15 лет
География поставок и запусков
Оборудование компании “СибЛитКом” успешно работает практически во всех крупных городах Росси и СНГ.

Наше оборудование в работе
Многолетняя и стабильная работа нашего оборудования — лучший показатель качества и надежности.














100% Гарантия
ООО «СибЛитКом» тщательно отбирает производителей литейного оборудования, предлагая Вам не только лучшее сооотношение цены и качества, но и высокий уровень гарантийного обслуживания и стабильности.
Высокая надежность
Безупречная работа плавильных печей, формовочных линий подтвержается отсутствием негативных отзывов и рекламаций по нашему оборудованию!
Наши клиенты и партнеры
Мы построили результативные деловые отношения со многими компаниями местного и мирового уровня!

ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
Печи и литейное оборудование

В зависимости от требований, предъявляемых к качеству плавления, производительности и энергетической эффективности, применяются различные варианты обогрева. Как правило, используются печи либо с электрическим, либо с газовым обогревом. В этой связи с точки зрения затрат сопоставление местных цен на виды энергии играет решающую роль.
Газовый обогрев
Печи с газовым отоплением оптимально подходят для расплава, в частности, если в них отвод отходящих газов осуществляется через край тигля. Для обеспечения высокого качества плавления применяется боковой отвод отходящих газов. Повышение качества плавления зависит от энергетической эффективности, так как плавильная печь с топливным обогревом и боковым отводом отходящих газов расходует прим. на 20-25 % больше энергии, чем печь с отводом отходящих газов через край тигля.
Оптимальное использование энергии в сочетании с высоким качеством плавления предлагают плавильные печи с топливным обогревом и горелочными системами, а также с рекуперацией тепла при помощи рекуператоров. Теплообменник использует горячие отходящие газы печи для предварительного нагрева воздуха для горения горелки. Таким образом, эта система обеспечивает до 25 % экономии энергии по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом газов.
Читать статью Литейный цех: подбор необходимого оборудования
Электрический обогрев
Если качество плавления и энергетическая эффективность стоят на первом месте, используются плавильные печи с электрообогревом. Регулирование обогрева осуществляется очень спокойно и точно. Вредные выбросы системы обогрева топливом не загрязняют расплав. Производительность плавки плавильных печей с электрообогревом может доходить до 85 % по сравнению с производительностью плавильных печей с топливным обогревом и боковым отводом отходящих газов. Поскольку эти печи используются исключительно для тепловой выдержки расплава, рекомендуется применять печи модели T ../10, которые благодаря очень хорошей изоляции и низкой присоединяемой мощности являются энергоэффективными.

Отвод отходящих газов через край тигля
В наших тигельных печах с газовым или топливным обогревом в стандартном исполнении отвод отходящих газов осуществляется через край тигля, исключение составляют печи модели TB с температурой в газовом пространстве печи 1200 °C, так как эти печи используются, как правило, для тепловой выдержки. Благодаря высокой производительности плавки эти печи отлично подходят для расплава. Данная система отвода отходящих газов имеет следующие характеристики:
- Очень высокая производительность плавки, оптимально для печей для расплава.
- Низкий расход энергии, так как тигель обогревается не только снаружи, часть тепла поступает внутрь тигля сверху. Экономия энергии при расплавлении составляет прим. 20 % по сравнению с печами с боковым отводом газов.
- Ограничения по качеству плавления из-за высокого уровня угара и поглощения водорода расплавом из отходящих газов.
- Не рекомендуется использовать систему управления ванной с расплавом.
Каталог Литейное производство
Боковой отвод отходящих газов
Устройство бокового отвода отходящих газов поставляется для всех моделей тигельных печей с топливным обогревом. Несмотря на то, что КПД не так высок, как при отводе отходящих газов через край тигля, боковой отвод газов обеспечивает лучшее качество плавления, а в комбинации с системой управления ванной с расплавом особенно рекомендуется для тепловой выдержки.
- Высокое качество плавления благодаря низкому уровню угара и уменьшенному содержанию водорода в расплаве.
- Поворотная крышка: уменьшение потребления энергии почти на 50 % в режиме тепловой выдержки при закрытой поворотной крышке.
- Низкая тепловая нагрузка на оператора в зоне над тиглем.
- Оптимальное качество плавления при использовании системы управления ванной с расплавом для точного управления температурой.
- Низкая производительность плавки по сравнению с печами с отводом отходящих газов через край тигля.
- Потребление энергии в режиме расплава прим. на 25 % выше по сравнению с печами с отводом отходящих газов через край тигля.
Каталог Литейное производство

Боковой отвод отходящих газов с рекуператорами
Оптимальное использование энергии в сочетании с высоким качеством плавления предлагают плавильные печи с топливным обогревом и горелочными системами, а также с рекуперацией тепла при помощи рекуператоров. Теплообменник использует горячие отходящие газы печи для предварительного нагрева воздуха для горения горелки. Таким образом, эта система обеспечивает до 25 % экономии энергии по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом газов.
Относительно высокие затраты на приобретение компенсируются довольно быстро в зависимости от степени использования.
- Горелочная система с рекуператорами экономит прим. 25 % энергии по сравнению с печами с боковым отводом отходящих газов.
- Высокое качество плавления благодаря низкому уровню угара и поглощения водорода расплавом.
- Уменьшение потребления энергии почти на 50 % в режиме тепловой выдержки при закрытой поворотной крышке.
- Оптимальное качество плавления при использовании системы управления ванной с расплавом для точного управления температурой.
- Низкая производительность плавки по сравнению с печами с отводом отходящих газов через край тигля.
- Потребление энергии в режиме расплава прим. на 20-25 % выше по сравнению с печами с отводом отходящих газов через край тигля.
Каталог Литейное производство
| Применение | Производительность | Качество плавления | Потребление энергии | Генерация шума | |
|---|---|---|---|---|---|
| Модели TB/KB с отводом газов через край тигля | Плавление | ++ | — | o | — |
| Модели TB/KB с боковым отводом газов | Плавление + тепловая выдержка | + | + | — | — |
| Модели TBR с боковым отводом газов и рекуператором | Плавление + тепловая выдержка | + | + | + | — |
| Модели T/TF/K/KF с электрообогревом и системой управления ванной с расплавом | Плавление + тепловая выдержка | o | +++ | ++ | + |
| Модели T/TF/K/KF с электрообогревом, без системы управления ванной с расплавом | Плавление + тепловая выдержка | o | ++ | ++ | + |
| Модели T../10 с электрообогревом и системой управления ванной с расплавом | Тепловая выдержка | — | +++ | +++ | + |
| Модели TC/KC с электрообогревом при помощи стержневых нагревателей из карбида кремния | Плавление + тепловая выдержка | + | + | o | + |
Каталог Литейное производство
 |
 |
| KB 400/12 | Плавильная печная установка, состоящая из двух печей KB 360/12 с одной рабочей платформой |


Гидравлический агрегат с трудно воспламеняющейся гидравлической жидкостью

Двухступенчатая горелка, смонтированная на раме печи

KB 240/12 для плавления алюминиевых сплавов

Изолированный патрубок для бокового отвода отходящих газов, для подсоединения к вытяжной установке заказчика
Наклоняемые печи с газовым или топливным обогревом серии KB имеют высокую производительность плавки и отлично подходят для плавления. Применение высококачественных изоляционных материалов обеспечивает очень низкое потребление энергии. Двухступенчатую горелку можно настроить как для работы на газе, так и для работы на жидком топливе. В исполнении с отводом отходящих газов через край тигля печи этой модели обеспечивают очень высокую производительность плавки при оптимальной энергоэффективности.
- KB../12 с Tмакс. 1200 °C для плавления алюминиевых и цинковых сплавов
- KB../14 с Tмакс. 1400 °C, подходит для плавления медных сплавов с максимальной температурой в ванне с расплавом 1300 °C (ограниченное применение для алюминия)
- Обогрев с помощью газа или жидкого топлива
- Двухступенчатая регулировка мощности: большая нагрузка для режима плавления, малая нагрузка для режима тепловой выдержки с автоматическим переключением
- Современная горелочная система с оптимизированным режимом горения: высокий КПД за счет избыточного давления для предотвращения подсоса воздуха через неплотности
- Газовое оборудование, состоящее из устройства регулирования давления, газового фильтра, манометра и электромагнитных клапанов
- Надежный контроль пламени
- Горелочная система с удобной для техобслуживания конструкцией, например, пламенную головку можно вытащить назад при повернутой горелке
- Горелочная система изготовлена в соответствии с DIN 746, часть 2
- Рассчитана на работу на природном или сжиженном газе с теплопроизводительностью 8,8-25,9 кВт•ч/м3
- Необходимое давление газа на входе: 50 мбар
- Возможна работа на других видах топлива и/или с другим давлением газа на входе
- Высокая производительность плавки благодаря мощной горелке и высококачественной изоляции
- Графитошамотный тигель, полученный изостатическим прессованием
- Электрогидравлическое опрокидывающее устройство с трудно воспламеняющейся гидравлической жидкостью HFC
- Безопасное, равномерное и точное литье благодаря оптимальной точке поворота печи и задвижке с ручным управлением
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом, модели с температурой 1400 °C с дополнительным защитным слоем из устойчивого к воздействию меди жаростойкого бетона
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов через край тигля, благодаря этому производительность плавки прим. на 20% выше по сравнению с боковым отводом газов, исполнение без поворотной крыши
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры
- Система управления печным пространством с измерением температуры за тиглем, рекомендуется при использовании в качестве печи для расплава
- Описание устройства бокового отвода отходящих газов для печей модели KB…/12 см. в разделе «Дополнительное оборудование»
Дополнительное оборудование
Каталог Литейное производство
 |
 |
| K 150/12 | KF 240/12 |

Изоляция боковых стенок волокнистым материалом в печах модели KF

Заполнение транспортировочного литейного ковша с помощью печи K 360/12
3 печи K 300/12 с загрузочной платформой для плавления алюминия
Наклоняемые печи с электрообогревом серии K и KF отличаются высокой производительностью плавки при отличной однородности температуры в расплаве. В моделях с температурой 1200 °C можно выполнять плавление алюминия и латуни. Модели с температурой 1300 °C можно применять для плавления сплавов из бронзы. Для обеспечения быстрого времени нагревания в периодическом режиме работы печи могут быть облицованы волокнистой изоляцией с малым аккумулированным теплом (модели KF).
- K, KF ../12 с максимальной температурой в газовом пространстве печи 1200 °C для плавления алюминия и латуни. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 1050 °C до 1100 °C
- K, KF ../13 с максимальной температурой в газовом пространстве печи 1300 °C, также подходит для плавления сплавов из бронзы при максимальной температуре в ванне с расплавом 1200 °C
- Трехсторонний обогрев с помощью электрических нагревательных элементов на несущих трубах, простая замена отдельных нагревательных элементов
- Многоступенчатое переключение нагревательных элементов в печах с общей потребляемой мощностью от 50 кВт
- Управление системой отопления в печах с общей потребляемой мощностью до 24 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 24 кВт
- Высокая производительность плавки при хорошей однородности температуры в расплаве
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом (модели K)
- Графитошамотный тигель для печей до серии K 240 или графитошамотный тигель, полученный изостатическим прессованием, или тигель из карбида кремния для печей, начиная с серии K, KF 360
- Электрогидравлическое опрокидывающее устройство с трудно воспламеняющейся гидравлической жидкостью HFC
- Безопасное, равномерное и точное литье благодаря оптимальной точке поворота печи и задвижке с ручным управлением
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
Дополнительное оборудование
Каталог Литейное производство
 |
 |
| TB 20/14 | TB 240/12 |


Термоэлемент для системы управления ванной с расплавом

Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля

TB 40/14 с оборудованием для вытягивания тигля
Изолированный патрубок для бокового отвода отходящих газов, для подсоединения к вытяжной установке заказчика
Стационарные тигельные печи с вычерпыванием расплава и газовым или топливным обогревом серии TB отличаются высокой производительностью плавки. Использование современных горелочных систем, оптимизированные условия давления и режим горения в печи, а также обработка высококачественных изоляционных материалов обеспечивают очень низкий расход энергии.
Печи модели TB ../12 используются преимущественно для плавления и тепловой выдержки алюминиевых и цинковых сплавов, например, в цехах литья под давлением. Боковой отвод отходящих газов обеспечивает высокое качество плавления. Печи модели с TB 10/14 по TB 40/14 применяются, как правило, для плавления медных сплавов в небольших литейных цехах. По этой причине данные печи в стандартной комплектации выполнены с отводом отходящих газов через край тигля (для обеспечения высокой производительности плавки) и оснащены плитой с бортиком, которую можно повернуть в сторону для вытягивания тигля.
- TB../12 с максимальной температурой в газовом пространстве печи 1200 °C для плавления алюминиевых и цинковых сплавов
- TB../14 с максимальной температурой в газовом пространстве печи 1400 °C, подходит для плавления медных сплавов с максимальной температурой в ванне с расплавом 1300 °C (ограниченное применение для алюминия)
- Обогрев с помощью газа или жидкого топлива
- Двухступенчатая регулировка мощности: большая нагрузка для режима плавления, малая нагрузка для режима тепловой выдержки с автоматическим переключением
- Современная горелочная система с оптимизированным режимом горения: высокий КПД за счет избыточного давления для предотвращения подсоса воздуха через неплотности
- Газовое оборудование, состоящее из устройства регулирования давления, газового фильтра, манометра и электромагнитных клапанов
- Надежный контроль пламени
- Горелочная система с удобной для техобслуживания конструкцией, например, пламенную головку можно вытащить назад при повернутой горелке
- Горелочная система изготовлена в соответствии с DIN 746, часть 2
- Рассчитана на работу на природном или сжиженном газе с теплопроизводительностью 8,8-25,9 кВт•ч/м³
- Необходимое давление газа на входе: 50 мбар
- Возможна работа на других видах топлива и/или с другим давлением газа на входе
- Высокая производительность плавки благодаря мощной горелке и высококачественной изоляции
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом, модели с температурой 1400 °C с дополнительным защитным слоем из устойчивого к воздействию меди жаростойкого бетона
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Различия систем отвода отходящих газов см. страницу 6
- Отвод отходящих газов через край тигля для печей модели TB…/14, благодаря этому производительность плавки прим. на 20% выше по сравнению с боковым отводом газов, исполнение без поворотной крыши
- Устройство бокового отвода отходящих газов для печей модели TB …/12 (описание см. в разделе «Дополнительное оборудование»)
Дополнительное оборудование
Каталог Литейное производство

TBR 110/11 
2 печи TBR 100/11 в процессе производства

Производство с помощью 16 печей TBR 100/11 и 2 печей TBR 180/11

Теплообменник в газоотводном канале
Горелка с газовым оборудованием
Оптимальное использование энергии в сочетании с высоким качеством плавления предлагают плавильные печи с топливным обогревом модельного ряда TBR с боковым отводом газов. Благодаря оснащению горелочной системой, а также системой рекуперации тепла при помощи рекуператоров энергетическая эффективность обычных плавильных печей с топливным обогревом существенно возрастает.
Теплообменник использует горячие отходящие газы печи для предварительного нагрева воздуха для горения горелки. Эта система обеспечивает до 25% экономии энергии по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом газов. Относительно высокие затраты на приобретение компенсируются довольно быстро в зависимости от степени использования.
- Tмакс. 1100 °C для плавления алюминиевых и цинковых сплавов
- Двухступенчатая регулировка мощности: большая нагрузка для режима плавления, малая нагрузка для режима тепловой выдержки с автоматическим переключением
- Современная горелочная система с оптимизированным режимом горения: высокий КПД за счет избыточного давления для предотвращения подсоса воздуха через неплотности
- Теплообменник в газоотводном канале, который использует горячие отходящие газы для предварительного нагрева воздуха для горения горелки.
- Экономия энергии до 25% по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом отходящих газов
- Газовое оборудование, состоящее из устройства регулирования давления, газового фильтра, манометра и электромагнитных клапанов
- Надежный контроль пламени
- Горелочная система с удобной для техобслуживания конструкцией, изготовлена в соответствии с DIN 746, часть 2
- Рассчитана на работу на природном или сжиженном газе с теплопроизводительностью 8,8-25,9 кВт•ч/м3
- Необходимое давление газа на входе: 70 мбар
- Возможна работа на других видах топлива и/или с другим давлением газа на входе
- Высокая производительность плавки благодаря мощной горелке и высококачественной изоляции
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
-
- Высокое качество плавления благодаря низкому уровню угара
- Низкий уровень поглощения водорода расплавом
- Низкая тепловая нагрузка на оператора в зоне над тиглем
Дополнительное оборудование
- Графитошамотный тигель или тигель из карбида кремния с высокой теплопроводностью
- Рабочая платформа или площадка для облегчения загрузки
- Система контроля поломки тигля с помощью оптических и акустических сигналов
- Передача информации о поломке тигля с помощью SMS-сообщений на один или несколько мобильных телефонов. Параллельно можно подключить несколько печей с системой передачи сообщений о поломке тигля
- Система управления ванной с расплавом
- Управление печью посредством температуры в ванне с расплавом
- Термоэлементы в печном пространстве и в расплаве
- Повышение качества плавления за счет уменьшения температурных колебаний
- Встроенная система безопасности, которая при поломке термоэлемента ванны с расплавом обеспечивает работу печи с уменьшенной мощностью, чтобы предотвратить затвердение расплава
Каталог Литейное производство


T 110/11 TF 150/11 

Четырехсторонний обогрев для обеспечения отличной однородности температуры

Ручное вычерпывание расплава из печи T 80/11

K 150/12 и T 180/11 как система для предварительного плавления и тепловой выдержки
Изоляция боковых стенок волокнистым материалом в печах модели TF

Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
Благодаря хорошей изоляции и оптимизированной общей потребляемой мощности печи серии T и TF можно применять как для плавления, так и для тепловой выдержки. Они отличаются хорошей производительностью плавки при отличной однородности температуры в расплаве. В моделях с температурой 1100 °C можно выполнять плавление алюминия, а в моделях с температурой 1200 °C – плавление латуни. Модели с температурой 1300 °C можно применять для плавления сплавов из бронзы.
Печи серии T имеют многослойную изоляцию. Изоляция газового пространства печи высококачественным огнеупорным легковесным кирпичом рекомендуется для режима тепловой выдержки. Для обеспечения быстрого времени нагревания в периодическом режиме работы можно использовать печи модели TF, которые облицованы волокнистой изоляцией с малым аккумулированным теплом.
- T,TF ../11 с максимальной температурой в газовом пространстве печи 1100 °C для плавления алюминия. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 950 °C до 980 °C
- T,TF ../12 с максимальной температурой в газовом пространстве печи1200 °C, также подходит для плавления латуни. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 1050 °C до 1100 °C
- T, TF ../13 с максимальной температурой в газовом пространстве печи 1300 °C, также подходит для плавления сплавов из бронзы. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 1150 °C до 1200 °C
- Четырехсторонний обогрев при помощи электрических нагревательных элементов на несущих трубах
- Простая замена отдельных нагревательных элементов. При поломке тигля замене подлежат только поврежденные нагревательные элементы соответствующего уровня
- Управление системой отопления в печах с общей потребляемой мощностью до 60 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 60 кВт
- Хорошая производительность плавки при отличной однородности температуры в расплаве
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом (модели T)
- Многослойная волокнистая изоляция боковых стенок и угловых камней для крепления нагревательных элементов (модели TF)
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Встроенная система безопасности, которая при поломке термоэлемента ванны с расплавом обеспечивает работу печи с уменьшенной мощностью, чтобы предотвратить затвердение расплава
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры.
- Система управления печным пространством с измерением температуры за тиглем, рекомендуется для плавления
- Тигель в стандартном исполнении не входит в комплект поставки
Дополнительное оборудование
Каталог Литейное производство


KC 180/14 TC 80/14 

Обогрев с двух сторон при помощи мощных стержневых нагревателей из карбида кремния

Поворотная крышка с хорошим уплотнением относительно плиты с бортиком для защиты от потери тепла через отверстие тигля

Распределительное устройство с тиристорами в режиме импульсно-фазового управления для экономичного регулирования мощности
Наклоняемые печи и стационарные тигельные печи с вычерпыванием расплава серии KC и TC со стержневыми нагревателями из карбида кремния отличаются более высокой производительностью плавки по сравнению с плавильными печами с проволочными нагревателями. Эти печи предназначены для непрерывного производства при рабочей температуре.
- Tмакс. 1450 °C, также подходит для плавления сплавов из бронзы с максимальной температурой в ванне с расплавом до 1320 °C, в зависимости от состояния тигля.
- Двусторонний обогрев при помощи больших стержневых нагревателей из карбида кремния, хорошая oднородность температуры
- Простая замена отдельных нагревательных элементов
- Переключение системы отопления при помощи тиристоров в режиме импульсно-фазового управления с регулировкой мощности: Сопротивление стержневых нагревателей из карбида кремния изменяется под воздействием температуры и процесса старения. Система регулирования мощности обеспечивает работу печи с постоянной мощностью независимо от состояния нагревательных элементов.
- Высокая производительность плавки при хорошей однородности температуры в расплаве
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом
- Тигель из карбида кремния
- Электрогидравлическое опрокидывающее устройство с трудно воспламеняющейся гидравлической жидкостью HFC для печей модели KC
- Безопасное, равномерное и точное литье благодаря оптимальной точке поворота печи и задвижке с ручным управлением гидравлического агрегата (модели KC)
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры.
- Система управления печным пространством с измерением температуры за тиглем
Дополнительное оборудование
Каталог Литейное производство


T 150/10 
Извлечение расплава из печи T 650/10 с помощью робота для вычерпывания расплава

Конструкция печи для тепловой выдержки с системой управления ванной с расплавом с термоэлементами для расплава, печного пространства и теплового реле
Благодаря хорошей изоляции и низким значениям общей потребляемой мощности, а также высокой энергоэффективности печи серии T../10 оптимально подходят для тепловой выдержки. Ограниченное применение этих печей для плавки обусловлено низкой общей потребляемой мощностью. Поэтому они используются преимущественно в литейных цехах с центральной печью для расплава и последующей транспортировкой расплава в печь для тепловой выдержки.
- Tмакс. 1000 °C, оптимально подходит для тепловой выдержки алюминия
- Четырехсторонний обогрев при помощи электрических нагревательных элементов на несущих трубах
- Простая замена отдельных нагревательных элементов. При поломке тигля замене подлежат только поврежденные нагревательные элементы соответствующего уровня
- Управление системой отопления в печах с общей потребляемой мощностью до 60 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 60 кВт
- Особо прочная многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Тигель в стандартном исполнении не входит в комплект поставки
- Встроенная система безопасности, которая при поломке термоэлемента ванны с расплавом обеспечивает работу печи с уменьшенной мощностью, чтобы предотвратить затвердение расплава
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры.
- Система управления печным пространством с измерением температуры за тиглем, рекомендуется для плавления
- Дополнительное оборудование: см. печи T, TF
Каталог Литейное производство



Передвижная печь для тепловой выдержки TM 80/10 Крепление для вилочного автопогрузчика под печью 
Нагревательные элементы извилистой формы

Штекерный разъем на печи для подключения кабеля к распределительному и регулирующему устройствам
Тигельные печи с вычерпыванием расплава модельного ряда TM разработаны специально для применения в различных литейных цехах. Цилиндрический, очень устойчивый корпус печи, высококачественная изоляция и нагревательные элементы извилистой формы являются отличительными особенностями печей этой серии. Печи оснащены расположенным внизу креплением для вилочного автопогрузчика и штекерным разъемом для подключения распределительного и регулирующего устройств. С помощью вилочного автопогрузчика печь можно переместить для заполнения к печи для расплава. Благодаря применению других распределительных и регулирующих устройств печь также можно использовать в разных литейных цехах.
- Tмакс. 1000 °C, оптимально подходит для тепловой выдержки алюминия
- Цилиндрический, очень устойчивый корпус печи
- Крепления для вилочного автопогрузчика для безопасной транспортировки печи в цеху
- Обогрев по всему периметру с помощью износостойких нагревательных элементов извилистой формы
- Возможность подключения распределительного и регулирующего устройств
- Управление системой отопления в печах с общей потребляемой мощностью до 60 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 60 кВт
- Особо прочная многослойная изоляция газового пространства печи волокнистым материалом
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Тигель в стандартном исполнении не входит в комплект поставки
- Система управления печным пространством с измерением температуры за тиглем
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры
Каталог Литейное производство

Плита с бортиком электрической тигельной печи, отводимая в сторону для вытягивания тигля

Пневматическое устройство открытия крышки

Приспособление для загрузки чушек

Рабочая платформа для K 240/12

Система передачи сообщений о поломке тигля под аварийным сливным отверстием плавильной печи
В стандартном исполнении тигельные плиты Nabertherm оснащены плитой с бортиком, которая плотно прилегает к печи. Расплав вынимается из тигля вручную или с помощью автомата для вычерпывания расплава. В качестве дополнительного оборудования маленькие печи до модели T 40. могут быть оснащены плитой с бортиком, которая подготовлена для вытягивания тигля. Для вытягивания тигля плита с бортиком отводится в сторону так, что оператор получает свободный доступ к тиглю сверху.
Пневматическое устройство открытия крышки для плавильных печей в режиме тепловой выдержки
Тигельные печи серии T.. можно дополнительно оснастить пневматическим устройством открытия крышки. В стандартном исполнении оно приводится в действие при помощи педали. После нажатия педали крышка печи поворачивается в сторону, и оператор получает доступ к тиглю. Опционально открытием крышки можно управлять с помощью внешнего сигнала, чтобы автоматизировать процесс вычерпывания расплава. С энергетической точки зрения это дополнительное устройство имеет большое преимущество, так как печь открывается только для заполнения или вычерпывания расплава. Закрытая плавильная печь может сэкономить до 50% энергии в режиме тепловой выдержки по сравнению с постоянно открытой тигельной печью (см. таблицы с данными о потреблении энергии отдельными плавильными печами, страницу 7).
Рабочая платформа или площадка для загрузки стационарных тигельных печей с вычерпыванием расплава и наклоняемых печей.
Для стационарных тигельных печей с вычерпыванием расплава и наклоняемых печей поставляются выполненные на заказ рабочие платформы или площадки для загрузки. Оба дополнительных приспособления служат для облегчения доступа к печи, в особенности к крупногабаритным печам. С помощью рабочей платформы пользователь может сверху, например, загружать чушки или очищать расплав.
Система передачи сообщений о поломке тигля (до модели T(B)../12)
Плавильные печи Nabertherm оснащены аварийным сливным отверстием. Если тигель ломается или начинает терять расплав, то доступная в качестве дополнительного оборудования система передачи сообщений о поломке тигля подает аварийный сигнал, если жидкий металл вытекает из аварийного сливного отверстия. Индикация аварийного сигнала осуществляется как оптически с помощью сигнальной лампочки, так и акустически с помощью звукового сигнала. В качестве дополнительной функции возможна передача информации о поломке тигля с помощью SMS-сообщений на один или несколько мобильных телефонов. Параллельно можно подключить несколько печей с системой передачи сообщений о поломке тигля.
Измерение уровня заполнения посредством оптической регистрации или потери веса
Каталог Литейное производство

В распределительном устройстве устанавливается многопозиционный переключатель, который в зависимости от мощности печи соответствующей модели частично отключает обогрев. Как правило, печь для расплавления может работать на полной мощности. При использовании печи только в режиме тепловой выдержки отключение определенной частичной мощности снижает общую потребляемую мощность печи, что обеспечивает значительную экономию затрат. При использовании в качестве дополнительного оборудования эта функция может включаться автоматически в зависимости от температуры.
Управление режимом электропитания для уменьшения общей потребляемой мощности
При эксплуатации нескольких тигельных печей применяется интеллектуальная система управления режимом электропитания. Все печи вместе контролируются системой управления режимом электропитания. Время включения обогрева отдельных печей согласовывается, что предотвращает одновременное включение всех печей. Благодаря этому можно значительно снизить общую потребляемую мощность, предоставляемую предприятием-поставщиком электроэнергии.
Охлаждение распределительного шкафа при помощи вентилятора или охладителя распределительного шкафа
Распределительные устройства наших печей рассчитаны на работу при температуре окружающей среды до 40 °C. Для обеспечения исправной и длительной работы распределительных устройств при высоких температурах окружающей среды эти устройства могут быть оснащены (в зависимости от исполнения) активной системой вентиляции или охладителем распределительного шкафа.
Каталог Литейное производство


Контроллер для печного пространства Eurotherm 3208

Компактный контроллер Eurotherm 3504

Система управления ванной с расплавом с термоэлементом в расплаве.

Загрузочная платформа на печи K360/12
В базовой комплектации плавильные печи Nabertherm оснащены контроллером Eurotherm 3208 для управления печным пространством. Измерение температуры осуществляется в печном пространстве за тиглем. Можно установить два заданных значения и временной период нагрева. В качестве заданных значений можно установить, например, рабочую температуру и более низкое значение температуры для ночного опускания. В качестве дополнительного оборудования можно использовать цифровой недельный таймер, который автоматически переключает значения температуры. Время переключения можно выбрать для каждого рабочего дня.
Система управления ванной с расплавом для стационарных тигельных и наклоняемых печей (каскадное регулирование)
В базовой комплектации стационарные тигельные и наклоняемые печи серии T.. и K.. оснащены системой управления печным пространством с термоэлементом в печном пространстве за тиглем. Для быстрого нагрева устанавливается температура, которая значительно выше нужной температуры в ванне с расплавом. Тем самым данная система управления обеспечивает очень быстрый нагрев, но создает определенные температурные колебания в расплаве, обусловленные косвенным измерением температуры.
Эти печи можно дополнительно оснастить системой управления ванной с расплавом, которая, прежде всего, рекомендуется для режима тепловой выдержки. С помощью термоэлемента в расплаве (в дополнение к термоэлементу в печном пространстве) осуществляется измерение температуры. Затем контролер сравнивает эти два значения температуры. Температура в ванне с расплавом – это целевой параметр, а температура в печном пространстве – это рабочее значение. Данная система управления существенно улучшает качество расплава, так как препятствует колебаниям температуры. В качестве альтернативы термоэлементу в расплаве можно также использовать термоэлемент в кармане тигля (требуется специальный тигель с карманом), который измеряет температуру стенки тигля. Косвенное измерение не является таким точным, как регулирование в расплаве, но при этом термоэлемент расположен в защищенном месте.
Управление ванной с расплавом с помощью компактного контроллера Eurotherm 3504
Все плавильные печи могут быть дополнительно оснащены системой управления ванной с расплавом. Вместо измерения температуры только с помощью термоэлемента за тиглем температура дополнительно измеряется в расплаве или в кармане тигля (см. также описание на стр. 23). Уже находящиеся в эксплуатации печи также можно дооснастить системой управления ванной с расплавом. В качестве дополнительного оборудования можно использовать цифровой недельный таймер, который автоматически переключает значения температуры. Время переключения можно выбрать для каждого рабочего дня. Таким образом, в целях экономии энергии температуру в ванне с расплавом можно уменьшить, например, ночью.
Стандартное исполнение
- Возможна работа с системой управления печным пространством или системой управления ванной с расплавом посредством каскадного регулирования
- Индикация на многострочном дисплее с поясняющим текстом
- Ввод данных с помощью функциональных кнопок
- Программирование режима работы печи с помощью двух заданных значений (второе значение температуры, например, для ночного опускания)
- Отдельная, программируемая программа подготовки, например, для сушки тигля. Переключение на программу подготовки выполняется при помощи внешнего переключателя
Дополнительное оборудование
- Недельный таймер для переключения между двумя значениями температуры (например, температура для ночного опускания). Время переключения можно выбрать для каждого рабочего дня
Каталог Литейное производство
Печи и литейное оборудование
В зависимости от требований, предъявляемых к качеству плавления, производительности и энергетической эффективности, применяются различные варианты обогрева. Как правило, используются печи либо с электрическим, либо с газовым обогревом. В этой связи с точки зрения затрат сопоставление местных цен на виды энергии играет решающую роль.
Газовый обогрев
Печи с газовым отоплением оптимально подходят для расплава, в частности, если в них отвод отходящих газов осуществляется через край тигля. Для обеспечения высокого качества плавления применяется боковой отвод отходящих газов. Повышение качества плавления зависит от энергетической эффективности, так как плавильная печь с топливным обогревом и боковым отводом отходящих газов расходует прим. на 20-25 % больше энергии, чем печь с отводом отходящих газов через край тигля.
Оптимальное использование энергии в сочетании с высоким качеством плавления предлагают плавильные печи с топливным обогревом и горелочными системами, а также с рекуперацией тепла при помощи рекуператоров. Теплообменник использует горячие отходящие газы печи для предварительного нагрева воздуха для горения горелки. Таким образом, эта система обеспечивает до 25 % экономии энергии по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом газов.
Электрический обогрев
Если качество плавления и энергетическая эффективность стоят на первом месте, используются плавильные печи с электрообогревом. Регулирование обогрева осуществляется очень спокойно и точно. Вредные выбросы системы обогрева топливом не загрязняют расплав. Производительность плавки плавильных печей с электрообогревом может доходить до 85 % по сравнению с производительностью плавильных печей с топливным обогревом и боковым отводом отходящих газов. Поскольку эти печи используются исключительно для тепловой выдержки расплава, рекомендуется применять печи модели T ../10, которые благодаря очень хорошей изоляции и низкой присоединяемой мощности являются энергоэффективными.
Отвод отходящих газов через край тигля
В наших тигельных печах с газовым или топливным обогревом в стандартном исполнении отвод отходящих газов осуществляется через край тигля, исключение составляют печи модели TB с температурой в газовом пространстве печи 1200 °C, так как эти печи используются, как правило, для тепловой выдержки. Благодаря высокой производительности плавки эти печи отлично подходят для расплава. Данная система отвода отходящих газов имеет следующие характеристики:
- Очень высокая производительность плавки, оптимально для печей для расплава.
- Низкий расход энергии, так как тигель обогревается не только снаружи, часть тепла поступает внутрь тигля сверху. Экономия энергии при расплавлении составляет прим. 20 % по сравнению с печами с боковым отводом газов.
- Ограничения по качеству плавления из-за высокого уровня угара и поглощения водорода расплавом из отходящих газов.
- Не рекомендуется использовать систему управления ванной с расплавом.
Каталог Литейное производство
Боковой отвод отходящих газов
Устройство бокового отвода отходящих газов поставляется для всех моделей тигельных печей с топливным обогревом. Несмотря на то, что КПД не так высок, как при отводе отходящих газов через край тигля, боковой отвод газов обеспечивает лучшее качество плавления, а в комбинации с системой управления ванной с расплавом особенно рекомендуется для тепловой выдержки.
- Высокое качество плавления благодаря низкому уровню угара и уменьшенному содержанию водорода в расплаве.
- Поворотная крышка: уменьшение потребления энергии почти на 50 % в режиме тепловой выдержки при закрытой поворотной крышке.
- Низкая тепловая нагрузка на оператора в зоне над тиглем.
- Оптимальное качество плавления при использовании системы управления ванной с расплавом для точного управления температурой.
- Низкая производительность плавки по сравнению с печами с отводом отходящих газов через край тигля.
- Потребление энергии в режиме расплава прим. на 25 % выше по сравнению с печами с отводом отходящих газов через край тигля.
Каталог Литейное производство
Боковой отвод отходящих газов с рекуператорами
Оптимальное использование энергии в сочетании с высоким качеством плавления предлагают плавильные печи с топливным обогревом и горелочными системами, а также с рекуперацией тепла при помощи рекуператоров. Теплообменник использует горячие отходящие газы печи для предварительного нагрева воздуха для горения горелки. Таким образом, эта система обеспечивает до 25 % экономии энергии по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом газов.
Относительно высокие затраты на приобретение компенсируются довольно быстро в зависимости от степени использования.
- Горелочная система с рекуператорами экономит прим. 25 % энергии по сравнению с печами с боковым отводом отходящих газов.
- Высокое качество плавления благодаря низкому уровню угара и поглощения водорода расплавом.
- Уменьшение потребления энергии почти на 50 % в режиме тепловой выдержки при закрытой поворотной крышке.
- Оптимальное качество плавления при использовании системы управления ванной с расплавом для точного управления температурой.
- Низкая производительность плавки по сравнению с печами с отводом отходящих газов через край тигля.
- Потребление энергии в режиме расплава прим. на 20-25 % выше по сравнению с печами с отводом отходящих газов через край тигля.
Каталог Литейное производство
Применение Производительность Качество плавления Потребление энергии Генерация шума Модели TB/KB с отводом газов через край тигля Плавление ++ — o — Модели TB/KB с боковым отводом газов Плавление + тепловая выдержка + + — — Модели TBR с боковым отводом газов и рекуператором Плавление + тепловая выдержка + + + — Модели T/TF/K/KF с электрообогревом и системой управления ванной с расплавом Плавление + тепловая выдержка o +++ ++ + Модели T/TF/K/KF с электрообогревом, без системы управления ванной с расплавом Плавление + тепловая выдержка o ++ ++ + Модели T../10 с электрообогревом и системой управления ванной с расплавом Тепловая выдержка — +++ +++ + Модели TC/KC с электрообогревом при помощи стержневых нагревателей из карбида кремния Плавление + тепловая выдержка + + o + Каталог Литейное производство
KB 400/12 Плавильная печная установка, состоящая из двух печей KB 360/12 с одной рабочей платформой Гидравлический агрегат с трудно воспламеняющейся гидравлической жидкостью
Двухступенчатая горелка, смонтированная на раме печи
KB 240/12 для плавления алюминиевых сплавов
Изолированный патрубок для бокового отвода отходящих газов, для подсоединения к вытяжной установке заказчика
Наклоняемые печи с газовым или топливным обогревом серии KB имеют высокую производительность плавки и отлично подходят для плавления. Применение высококачественных изоляционных материалов обеспечивает очень низкое потребление энергии. Двухступенчатую горелку можно настроить как для работы на газе, так и для работы на жидком топливе. В исполнении с отводом отходящих газов через край тигля печи этой модели обеспечивают очень высокую производительность плавки при оптимальной энергоэффективности.
- KB../12 с Tмакс. 1200 °C для плавления алюминиевых и цинковых сплавов
- KB../14 с Tмакс. 1400 °C, подходит для плавления медных сплавов с максимальной температурой в ванне с расплавом 1300 °C (ограниченное применение для алюминия)
- Обогрев с помощью газа или жидкого топлива
- Двухступенчатая регулировка мощности: большая нагрузка для режима плавления, малая нагрузка для режима тепловой выдержки с автоматическим переключением
- Современная горелочная система с оптимизированным режимом горения: высокий КПД за счет избыточного давления для предотвращения подсоса воздуха через неплотности
- Газовое оборудование, состоящее из устройства регулирования давления, газового фильтра, манометра и электромагнитных клапанов
- Надежный контроль пламени
- Горелочная система с удобной для техобслуживания конструкцией, например, пламенную головку можно вытащить назад при повернутой горелке
- Горелочная система изготовлена в соответствии с DIN 746, часть 2
- Рассчитана на работу на природном или сжиженном газе с теплопроизводительностью 8,8-25,9 кВт•ч/м3
- Необходимое давление газа на входе: 50 мбар
- Возможна работа на других видах топлива и/или с другим давлением газа на входе
- Высокая производительность плавки благодаря мощной горелке и высококачественной изоляции
- Графитошамотный тигель, полученный изостатическим прессованием
- Электрогидравлическое опрокидывающее устройство с трудно воспламеняющейся гидравлической жидкостью HFC
- Безопасное, равномерное и точное литье благодаря оптимальной точке поворота печи и задвижке с ручным управлением
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом, модели с температурой 1400 °C с дополнительным защитным слоем из устойчивого к воздействию меди жаростойкого бетона
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов через край тигля, благодаря этому производительность плавки прим. на 20% выше по сравнению с боковым отводом газов, исполнение без поворотной крыши
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры
- Система управления печным пространством с измерением температуры за тиглем, рекомендуется при использовании в качестве печи для расплава
- Описание устройства бокового отвода отходящих газов для печей модели KB…/12 см. в разделе «Дополнительное оборудование»
Дополнительное оборудование
Каталог Литейное производство
K 150/12 KF 240/12 Изоляция боковых стенок волокнистым материалом в печах модели KF
Заполнение транспортировочного литейного ковша с помощью печи K 360/12
3 печи K 300/12 с загрузочной платформой для плавления алюминия
Наклоняемые печи с электрообогревом серии K и KF отличаются высокой производительностью плавки при отличной однородности температуры в расплаве. В моделях с температурой 1200 °C можно выполнять плавление алюминия и латуни. Модели с температурой 1300 °C можно применять для плавления сплавов из бронзы. Для обеспечения быстрого времени нагревания в периодическом режиме работы печи могут быть облицованы волокнистой изоляцией с малым аккумулированным теплом (модели KF).
- K, KF ../12 с максимальной температурой в газовом пространстве печи 1200 °C для плавления алюминия и латуни. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 1050 °C до 1100 °C
- K, KF ../13 с максимальной температурой в газовом пространстве печи 1300 °C, также подходит для плавления сплавов из бронзы при максимальной температуре в ванне с расплавом 1200 °C
- Трехсторонний обогрев с помощью электрических нагревательных элементов на несущих трубах, простая замена отдельных нагревательных элементов
- Многоступенчатое переключение нагревательных элементов в печах с общей потребляемой мощностью от 50 кВт
- Управление системой отопления в печах с общей потребляемой мощностью до 24 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 24 кВт
- Высокая производительность плавки при хорошей однородности температуры в расплаве
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом (модели K)
- Графитошамотный тигель для печей до серии K 240 или графитошамотный тигель, полученный изостатическим прессованием, или тигель из карбида кремния для печей, начиная с серии K, KF 360
- Электрогидравлическое опрокидывающее устройство с трудно воспламеняющейся гидравлической жидкостью HFC
- Безопасное, равномерное и точное литье благодаря оптимальной точке поворота печи и задвижке с ручным управлением
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
Дополнительное оборудование
Каталог Литейное производство
TB 20/14 TB 240/12 Термоэлемент для системы управления ванной с расплавом
Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
TB 40/14 с оборудованием для вытягивания тигля
Изолированный патрубок для бокового отвода отходящих газов, для подсоединения к вытяжной установке заказчика
Стационарные тигельные печи с вычерпыванием расплава и газовым или топливным обогревом серии TB отличаются высокой производительностью плавки. Использование современных горелочных систем, оптимизированные условия давления и режим горения в печи, а также обработка высококачественных изоляционных материалов обеспечивают очень низкий расход энергии.
Печи модели TB ../12 используются преимущественно для плавления и тепловой выдержки алюминиевых и цинковых сплавов, например, в цехах литья под давлением. Боковой отвод отходящих газов обеспечивает высокое качество плавления. Печи модели с TB 10/14 по TB 40/14 применяются, как правило, для плавления медных сплавов в небольших литейных цехах. По этой причине данные печи в стандартной комплектации выполнены с отводом отходящих газов через край тигля (для обеспечения высокой производительности плавки) и оснащены плитой с бортиком, которую можно повернуть в сторону для вытягивания тигля.
- TB../12 с максимальной температурой в газовом пространстве печи 1200 °C для плавления алюминиевых и цинковых сплавов
- TB../14 с максимальной температурой в газовом пространстве печи 1400 °C, подходит для плавления медных сплавов с максимальной температурой в ванне с расплавом 1300 °C (ограниченное применение для алюминия)
- Обогрев с помощью газа или жидкого топлива
- Двухступенчатая регулировка мощности: большая нагрузка для режима плавления, малая нагрузка для режима тепловой выдержки с автоматическим переключением
- Современная горелочная система с оптимизированным режимом горения: высокий КПД за счет избыточного давления для предотвращения подсоса воздуха через неплотности
- Газовое оборудование, состоящее из устройства регулирования давления, газового фильтра, манометра и электромагнитных клапанов
- Надежный контроль пламени
- Горелочная система с удобной для техобслуживания конструкцией, например, пламенную головку можно вытащить назад при повернутой горелке
- Горелочная система изготовлена в соответствии с DIN 746, часть 2
- Рассчитана на работу на природном или сжиженном газе с теплопроизводительностью 8,8-25,9 кВт•ч/м³
- Необходимое давление газа на входе: 50 мбар
- Возможна работа на других видах топлива и/или с другим давлением газа на входе
- Высокая производительность плавки благодаря мощной горелке и высококачественной изоляции
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом, модели с температурой 1400 °C с дополнительным защитным слоем из устойчивого к воздействию меди жаростойкого бетона
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Различия систем отвода отходящих газов см. страницу 6
- Отвод отходящих газов через край тигля для печей модели TB…/14, благодаря этому производительность плавки прим. на 20% выше по сравнению с боковым отводом газов, исполнение без поворотной крыши
- Устройство бокового отвода отходящих газов для печей модели TB …/12 (описание см. в разделе «Дополнительное оборудование»)
Дополнительное оборудование
Каталог Литейное производство
TBR 110/11 2 печи TBR 100/11 в процессе производства
Производство с помощью 16 печей TBR 100/11 и 2 печей TBR 180/11
Теплообменник в газоотводном канале
Горелка с газовым оборудованием
Оптимальное использование энергии в сочетании с высоким качеством плавления предлагают плавильные печи с топливным обогревом модельного ряда TBR с боковым отводом газов. Благодаря оснащению горелочной системой, а также системой рекуперации тепла при помощи рекуператоров энергетическая эффективность обычных плавильных печей с топливным обогревом существенно возрастает.
Теплообменник использует горячие отходящие газы печи для предварительного нагрева воздуха для горения горелки. Эта система обеспечивает до 25% экономии энергии по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом газов. Относительно высокие затраты на приобретение компенсируются довольно быстро в зависимости от степени использования.
- Tмакс. 1100 °C для плавления алюминиевых и цинковых сплавов
- Двухступенчатая регулировка мощности: большая нагрузка для режима плавления, малая нагрузка для режима тепловой выдержки с автоматическим переключением
- Современная горелочная система с оптимизированным режимом горения: высокий КПД за счет избыточного давления для предотвращения подсоса воздуха через неплотности
- Теплообменник в газоотводном канале, который использует горячие отходящие газы для предварительного нагрева воздуха для горения горелки.
- Экономия энергии до 25% по сравнению с обычными плавильными печами с топливным обогревом и боковым отводом отходящих газов
- Газовое оборудование, состоящее из устройства регулирования давления, газового фильтра, манометра и электромагнитных клапанов
- Надежный контроль пламени
- Горелочная система с удобной для техобслуживания конструкцией, изготовлена в соответствии с DIN 746, часть 2
- Рассчитана на работу на природном или сжиженном газе с теплопроизводительностью 8,8-25,9 кВт•ч/м3
- Необходимое давление газа на входе: 70 мбар
- Возможна работа на других видах топлива и/или с другим давлением газа на входе
- Высокая производительность плавки благодаря мощной горелке и высококачественной изоляции
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
-
- Высокое качество плавления благодаря низкому уровню угара
- Низкий уровень поглощения водорода расплавом
- Низкая тепловая нагрузка на оператора в зоне над тиглем
Дополнительное оборудование
- Графитошамотный тигель или тигель из карбида кремния с высокой теплопроводностью
- Рабочая платформа или площадка для облегчения загрузки
- Система контроля поломки тигля с помощью оптических и акустических сигналов
- Передача информации о поломке тигля с помощью SMS-сообщений на один или несколько мобильных телефонов. Параллельно можно подключить несколько печей с системой передачи сообщений о поломке тигля
- Система управления ванной с расплавом
- Управление печью посредством температуры в ванне с расплавом
- Термоэлементы в печном пространстве и в расплаве
- Повышение качества плавления за счет уменьшения температурных колебаний
- Встроенная система безопасности, которая при поломке термоэлемента ванны с расплавом обеспечивает работу печи с уменьшенной мощностью, чтобы предотвратить затвердение расплава
Каталог Литейное производство
T 110/11 TF 150/11 Четырехсторонний обогрев для обеспечения отличной однородности температуры
Ручное вычерпывание расплава из печи T 80/11
K 150/12 и T 180/11 как система для предварительного плавления и тепловой выдержки
Изоляция боковых стенок волокнистым материалом в печах модели TF
Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
Благодаря хорошей изоляции и оптимизированной общей потребляемой мощности печи серии T и TF можно применять как для плавления, так и для тепловой выдержки. Они отличаются хорошей производительностью плавки при отличной однородности температуры в расплаве. В моделях с температурой 1100 °C можно выполнять плавление алюминия, а в моделях с температурой 1200 °C – плавление латуни. Модели с температурой 1300 °C можно применять для плавления сплавов из бронзы.
Печи серии T имеют многослойную изоляцию. Изоляция газового пространства печи высококачественным огнеупорным легковесным кирпичом рекомендуется для режима тепловой выдержки. Для обеспечения быстрого времени нагревания в периодическом режиме работы можно использовать печи модели TF, которые облицованы волокнистой изоляцией с малым аккумулированным теплом.
- T,TF ../11 с максимальной температурой в газовом пространстве печи 1100 °C для плавления алюминия. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 950 °C до 980 °C
- T,TF ../12 с максимальной температурой в газовом пространстве печи1200 °C, также подходит для плавления латуни. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 1050 °C до 1100 °C
- T, TF ../13 с максимальной температурой в газовом пространстве печи 1300 °C, также подходит для плавления сплавов из бронзы. Максимальная температура в ванне с расплавом в зависимости от состояния тигля находится в диапазоне от 1150 °C до 1200 °C
- Четырехсторонний обогрев при помощи электрических нагревательных элементов на несущих трубах
- Простая замена отдельных нагревательных элементов. При поломке тигля замене подлежат только поврежденные нагревательные элементы соответствующего уровня
- Управление системой отопления в печах с общей потребляемой мощностью до 60 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 60 кВт
- Хорошая производительность плавки при отличной однородности температуры в расплаве
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом (модели T)
- Многослойная волокнистая изоляция боковых стенок и угловых камней для крепления нагревательных элементов (модели TF)
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Встроенная система безопасности, которая при поломке термоэлемента ванны с расплавом обеспечивает работу печи с уменьшенной мощностью, чтобы предотвратить затвердение расплава
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры.
- Система управления печным пространством с измерением температуры за тиглем, рекомендуется для плавления
- Тигель в стандартном исполнении не входит в комплект поставки
Дополнительное оборудование
Каталог Литейное производство
KC 180/14 TC 80/14 Обогрев с двух сторон при помощи мощных стержневых нагревателей из карбида кремния
Поворотная крышка с хорошим уплотнением относительно плиты с бортиком для защиты от потери тепла через отверстие тигля
Распределительное устройство с тиристорами в режиме импульсно-фазового управления для экономичного регулирования мощности
Наклоняемые печи и стационарные тигельные печи с вычерпыванием расплава серии KC и TC со стержневыми нагревателями из карбида кремния отличаются более высокой производительностью плавки по сравнению с плавильными печами с проволочными нагревателями. Эти печи предназначены для непрерывного производства при рабочей температуре.
- Tмакс. 1450 °C, также подходит для плавления сплавов из бронзы с максимальной температурой в ванне с расплавом до 1320 °C, в зависимости от состояния тигля.
- Двусторонний обогрев при помощи больших стержневых нагревателей из карбида кремния, хорошая oднородность температуры
- Простая замена отдельных нагревательных элементов
- Переключение системы отопления при помощи тиристоров в режиме импульсно-фазового управления с регулировкой мощности: Сопротивление стержневых нагревателей из карбида кремния изменяется под воздействием температуры и процесса старения. Система регулирования мощности обеспечивает работу печи с постоянной мощностью независимо от состояния нагревательных элементов.
- Высокая производительность плавки при хорошей однородности температуры в расплаве
- Многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом
- Тигель из карбида кремния
- Электрогидравлическое опрокидывающее устройство с трудно воспламеняющейся гидравлической жидкостью HFC для печей модели KC
- Безопасное, равномерное и точное литье благодаря оптимальной точке поворота печи и задвижке с ручным управлением гидравлического агрегата (модели KC)
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры.
- Система управления печным пространством с измерением температуры за тиглем
Дополнительное оборудование
Каталог Литейное производство
T 150/10 Извлечение расплава из печи T 650/10 с помощью робота для вычерпывания расплава
Конструкция печи для тепловой выдержки с системой управления ванной с расплавом с термоэлементами для расплава, печного пространства и теплового реле
Благодаря хорошей изоляции и низким значениям общей потребляемой мощности, а также высокой энергоэффективности печи серии T../10 оптимально подходят для тепловой выдержки. Ограниченное применение этих печей для плавки обусловлено низкой общей потребляемой мощностью. Поэтому они используются преимущественно в литейных цехах с центральной печью для расплава и последующей транспортировкой расплава в печь для тепловой выдержки.
- Tмакс. 1000 °C, оптимально подходит для тепловой выдержки алюминия
- Четырехсторонний обогрев при помощи электрических нагревательных элементов на несущих трубах
- Простая замена отдельных нагревательных элементов. При поломке тигля замене подлежат только поврежденные нагревательные элементы соответствующего уровня
- Управление системой отопления в печах с общей потребляемой мощностью до 60 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 60 кВт
- Особо прочная многослойная изоляция газового пространства печи огнеупорным легковесным кирпичом
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Тигель в стандартном исполнении не входит в комплект поставки
- Встроенная система безопасности, которая при поломке термоэлемента ванны с расплавом обеспечивает работу печи с уменьшенной мощностью, чтобы предотвратить затвердение расплава
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры.
- Система управления печным пространством с измерением температуры за тиглем, рекомендуется для плавления
- Дополнительное оборудование: см. печи T, TF
Каталог Литейное производство
Передвижная печь для тепловой выдержки TM 80/10 Крепление для вилочного автопогрузчика под печью Нагревательные элементы извилистой формы
Штекерный разъем на печи для подключения кабеля к распределительному и регулирующему устройствам
Тигельные печи с вычерпыванием расплава модельного ряда TM разработаны специально для применения в различных литейных цехах. Цилиндрический, очень устойчивый корпус печи, высококачественная изоляция и нагревательные элементы извилистой формы являются отличительными особенностями печей этой серии. Печи оснащены расположенным внизу креплением для вилочного автопогрузчика и штекерным разъемом для подключения распределительного и регулирующего устройств. С помощью вилочного автопогрузчика печь можно переместить для заполнения к печи для расплава. Благодаря применению других распределительных и регулирующих устройств печь также можно использовать в разных литейных цехах.
- Tмакс. 1000 °C, оптимально подходит для тепловой выдержки алюминия
- Цилиндрический, очень устойчивый корпус печи
- Крепления для вилочного автопогрузчика для безопасной транспортировки печи в цеху
- Обогрев по всему периметру с помощью износостойких нагревательных элементов извилистой формы
- Возможность подключения распределительного и регулирующего устройств
- Управление системой отопления в печах с общей потребляемой мощностью до 60 кВт осуществляется при помощи износостойких, бесшумных полупроводниковых реле
- Переключение системы отопления при помощи контакторов в печах с общей потребляемой мощностью свыше 60 кВт
- Особо прочная многослойная изоляция газового пространства печи волокнистым материалом
- Аварийное сливное отверстие для безопасного отвода расплава в случае поломки тигля
- Отвод отходящих газов не требуется
- Тигель в стандартном исполнении не входит в комплект поставки
- Система управления печным пространством с измерением температуры за тиглем
- Реле контроля температуры печного пространства для защиты от перегрева. Реле контроля отключает систему отопления при достижении заданной предельной температуры и включает ее снова только после снижения температуры
Каталог Литейное производство
Плита с бортиком электрической тигельной печи, отводимая в сторону для вытягивания тигля
Пневматическое устройство открытия крышки
Приспособление для загрузки чушек
Рабочая платформа для K 240/12
Система передачи сообщений о поломке тигля под аварийным сливным отверстием плавильной печи
В стандартном исполнении тигельные плиты Nabertherm оснащены плитой с бортиком, которая плотно прилегает к печи. Расплав вынимается из тигля вручную или с помощью автомата для вычерпывания расплава. В качестве дополнительного оборудования маленькие печи до модели T 40. могут быть оснащены плитой с бортиком, которая подготовлена для вытягивания тигля. Для вытягивания тигля плита с бортиком отводится в сторону так, что оператор получает свободный доступ к тиглю сверху.
Пневматическое устройство открытия крышки для плавильных печей в режиме тепловой выдержки
Тигельные печи серии T.. можно дополнительно оснастить пневматическим устройством открытия крышки. В стандартном исполнении оно приводится в действие при помощи педали. После нажатия педали крышка печи поворачивается в сторону, и оператор получает доступ к тиглю. Опционально открытием крышки можно управлять с помощью внешнего сигнала, чтобы автоматизировать процесс вычерпывания расплава. С энергетической точки зрения это дополнительное устройство имеет большое преимущество, так как печь открывается только для заполнения или вычерпывания расплава. Закрытая плавильная печь может сэкономить до 50% энергии в режиме тепловой выдержки по сравнению с постоянно открытой тигельной печью (см. таблицы с данными о потреблении энергии отдельными плавильными печами, страницу 7).
Рабочая платформа или площадка для загрузки стационарных тигельных печей с вычерпыванием расплава и наклоняемых печей.
Для стационарных тигельных печей с вычерпыванием расплава и наклоняемых печей поставляются выполненные на заказ рабочие платформы или площадки для загрузки. Оба дополнительных приспособления служат для облегчения доступа к печи, в особенности к крупногабаритным печам. С помощью рабочей платформы пользователь может сверху, например, загружать чушки или очищать расплав.
Система передачи сообщений о поломке тигля (до модели T(B)../12)
Плавильные печи Nabertherm оснащены аварийным сливным отверстием. Если тигель ломается или начинает терять расплав, то доступная в качестве дополнительного оборудования система передачи сообщений о поломке тигля подает аварийный сигнал, если жидкий металл вытекает из аварийного сливного отверстия. Индикация аварийного сигнала осуществляется как оптически с помощью сигнальной лампочки, так и акустически с помощью звукового сигнала. В качестве дополнительной функции возможна передача информации о поломке тигля с помощью SMS-сообщений на один или несколько мобильных телефонов. Параллельно можно подключить несколько печей с системой передачи сообщений о поломке тигля.
Измерение уровня заполнения посредством оптической регистрации или потери веса
Каталог Литейное производство
В распределительном устройстве устанавливается многопозиционный переключатель, который в зависимости от мощности печи соответствующей модели частично отключает обогрев. Как правило, печь для расплавления может работать на полной мощности. При использовании печи только в режиме тепловой выдержки отключение определенной частичной мощности снижает общую потребляемую мощность печи, что обеспечивает значительную экономию затрат. При использовании в качестве дополнительного оборудования эта функция может включаться автоматически в зависимости от температуры.
Управление режимом электропитания для уменьшения общей потребляемой мощности
При эксплуатации нескольких тигельных печей применяется интеллектуальная система управления режимом электропитания. Все печи вместе контролируются системой управления режимом электропитания. Время включения обогрева отдельных печей согласовывается, что предотвращает одновременное включение всех печей. Благодаря этому можно значительно снизить общую потребляемую мощность, предоставляемую предприятием-поставщиком электроэнергии.
Охлаждение распределительного шкафа при помощи вентилятора или охладителя распределительного шкафа
Распределительные устройства наших печей рассчитаны на работу при температуре окружающей среды до 40 °C. Для обеспечения исправной и длительной работы распределительных устройств при высоких температурах окружающей среды эти устройства могут быть оснащены (в зависимости от исполнения) активной системой вентиляции или охладителем распределительного шкафа.
Каталог Литейное производство
Контроллер для печного пространства Eurotherm 3208
Компактный контроллер Eurotherm 3504
Система управления ванной с расплавом с термоэлементом в расплаве.
Загрузочная платформа на печи K360/12
В базовой комплектации плавильные печи Nabertherm оснащены контроллером Eurotherm 3208 для управления печным пространством. Измерение температуры осуществляется в печном пространстве за тиглем. Можно установить два заданных значения и временной период нагрева. В качестве заданных значений можно установить, например, рабочую температуру и более низкое значение температуры для ночного опускания. В качестве дополнительного оборудования можно использовать цифровой недельный таймер, который автоматически переключает значения температуры. Время переключения можно выбрать для каждого рабочего дня.
Система управления ванной с расплавом для стационарных тигельных и наклоняемых печей (каскадное регулирование)
В базовой комплектации стационарные тигельные и наклоняемые печи серии T.. и K.. оснащены системой управления печным пространством с термоэлементом в печном пространстве за тиглем. Для быстрого нагрева устанавливается температура, которая значительно выше нужной температуры в ванне с расплавом. Тем самым данная система управления обеспечивает очень быстрый нагрев, но создает определенные температурные колебания в расплаве, обусловленные косвенным измерением температуры.
Эти печи можно дополнительно оснастить системой управления ванной с расплавом, которая, прежде всего, рекомендуется для режима тепловой выдержки. С помощью термоэлемента в расплаве (в дополнение к термоэлементу в печном пространстве) осуществляется измерение температуры. Затем контролер сравнивает эти два значения температуры. Температура в ванне с расплавом – это целевой параметр, а температура в печном пространстве – это рабочее значение. Данная система управления существенно улучшает качество расплава, так как препятствует колебаниям температуры. В качестве альтернативы термоэлементу в расплаве можно также использовать термоэлемент в кармане тигля (требуется специальный тигель с карманом), который измеряет температуру стенки тигля. Косвенное измерение не является таким точным, как регулирование в расплаве, но при этом термоэлемент расположен в защищенном месте.
Управление ванной с расплавом с помощью компактного контроллера Eurotherm 3504
Все плавильные печи могут быть дополнительно оснащены системой управления ванной с расплавом. Вместо измерения температуры только с помощью термоэлемента за тиглем температура дополнительно измеряется в расплаве или в кармане тигля (см. также описание на стр. 23). Уже находящиеся в эксплуатации печи также можно дооснастить системой управления ванной с расплавом. В качестве дополнительного оборудования можно использовать цифровой недельный таймер, который автоматически переключает значения температуры. Время переключения можно выбрать для каждого рабочего дня. Таким образом, в целях экономии энергии температуру в ванне с расплавом можно уменьшить, например, ночью.
Стандартное исполнение
- Возможна работа с системой управления печным пространством или системой управления ванной с расплавом посредством каскадного регулирования
- Индикация на многострочном дисплее с поясняющим текстом
- Ввод данных с помощью функциональных кнопок
- Программирование режима работы печи с помощью двух заданных значений (второе значение температуры, например, для ночного опускания)
- Отдельная, программируемая программа подготовки, например, для сушки тигля. Переключение на программу подготовки выполняется при помощи внешнего переключателя
Дополнительное оборудование
- Недельный таймер для переключения между двумя значениями температуры (например, температура для ночного опускания). Время переключения можно выбрать для каждого рабочего дня
Каталог Литейное производство
Литьевые машины. Плавильные печи (159)

Ювелирное производство – сложная и филигранная область промышленности, требующая высокой точности. Благодаря динамичному развитию технологий сегодня и у небольшой ювелирной мастерской, специализирующейся на несерийном производстве авторских украшений, и у лидеров рынка есть возможность существенно увеличить производительность и сделать качество своей продукции еще более высоким.
Литьевые машины Indutherm (Индутерм) – это профессиональное немецкое оборудование, представленное несколькими сериями и позволяющее максимально эффективно работать с металлическими сплавами. В продуктовую линейку вошли как компактные универсальные установки, так и узкоспециализированные машины, предназначенные для непосредственно для литья или для более продуктивного приготовления сплавов и легирующих добавок.

История компании Indutherm
Компания Indutherm Erwärmungsanlagen GmbH в 2016-м году отметила 20-летний юбилей. В 1996-м году трое молодых специалистов в области литья металла Питер Хоффман, Клаус Шмидт и Экхард Шейер основали небольшое предприятие по разработке и производству профессиональных литейных машин, предназначенных в основном для ювелирного производства. Первые несколько лет офис находился в квартире Питера Хоффмана, а небольшой производственный цех располагался в арендованном складском помещении одного из сельскохозяйственных предприятий.
Уже с 1997-го года техника Indutherm становится флагманом наиболее масштабных ювелирных выставок, таких, как Inhorgenta и Baselworld. Одновременно команда разработчиков активно участвует в множестве научно-исследовательских проектов.
Первая автоматизированная машина для литья в вакууме (модель VC 600), презентация которой состоялась в 1999-м году, практически сразу становится лидером продаж. Каждая новая разработка – это настоящий технологический прорыв. Indutherm создали первую машину для автоматизированного литья в вакууме, уникальную технологию, основанную на опрокидывании и систему литья под давлением, что позволило удовлетворить потребности не только ювелирной промышленности, но и выйти на рынок оборудования для медицины, в частности, стоматологического прототипирования. Ключевым преимуществом продукции бренда и отличием от аналогов является то, что все основные составляющие оборудования разрабатываются конкретно для удовлетворения потребностей целевой аудитории, а именно, мастеров ювелирного дела.
Помимо решений для литья специалисты компании работают также в такой отрасли, как порошковая металлургия – на основании солидного практического опыта они создают порошковые металлические сплавы уникального качества.


Сегодня техника Indutherm, представлена в 65 странах мира, и Россия не является исключением. Наш интернет магазин 3DMALL является сертифицированным партнером этого передового бренда и предлагает вам купить оборудование Indutherm по лучшим в Москве ценам с доставкой по всей России у нас вы можете всего в несколько кликов, а наши специалисты помогут вам выбрать оптимальную модель.
Коротко о технологии
Обработка металла в ювелирном производстве – тонкий и трудоёмкий процесс, требующий высокой точности. Прототипом для создания нового изделия может служить уже готовое изделие или мастер-модель из специализированных модельных материалов, в качестве альтернативы которым используются также недорогие и простые в обработке гипс или дерево.
На основании мастер-модели осуществляется изготовление прессформы из резины, гипса или металла, которая заполняется модельным составом (наиболее популярны воск и парафин, обеспечивающие в процессе застывание точное воспроизведение геометрии будущего объекта, иногда используются полимерные материалы). Если процесс литья уже налажен и хорошо отработан, создание мастер-модели и пресформы как этап может быть пропущен.
Полость формы для дальнейшей отливки изделий создается путем выплавления модели в огнеупорной, термически и химически устойчивой оболочке (например, на основе кремния), которая по факту полного застывания отливки разрушается.
Литье с использованием выплавляемой модели позволяет добиться воспроизведения самой сложной геометрии будущего объекта с максимально приближенными к размеру готового изделия размерами. Современное ювелирное оборудование позволяет изготавливать отливки массой от 1 грамма до десятков килограмм при толщине стенок от 500 мкм и высоким качеством поверхности, благодаря чему минимизируются временные затраты на постобработку изделия и, как результат, снижается его себестоимость.
Оборудование Indutherm
Линейка оборудования для ювелирной промышленности Indutherm единственная в мире, включающая полный спектр литьевых машин. В нее вошли агрегаты для индивидуального прототипирования, которым отдают предпочтение небольшие мастерские и дизайнерские бюро, и полноценные промышленные установки, тигель которых позволяет плавить и перерабатывать десятки килограммов сплава.
Литьевые машины по металлу представлены следующими основными сериями, каждая из которых использует наиболее эффективные методы литья:
- MC – индукционные вакуумные мини-машины, компактные настольные устройства, работающие по принципу литья опрокидыванием, идеальное и недорогое решение для индивидуального производства;
- VC – автоматические литейные машины для плавки в вакууме или под избыточным давлением;
- CC/VCC – полуавтоматическое агрегаты, обеспечивающие непрерывное литье металла;
- VTC/ VTC Ti – высокотемпературные поворотные автоматические вакуумные литейные машины, предназначенные для работы с так называемыми сложными сплавами и титаном (серия VTC Ti).
Помимо литьевого оборудования в нашем интернет магазине 3ДМОЛЛ вы также можете купить плавильные печи indutherm различного уровня производительности, объединённые в серию MU, и сопутствующие агрегаты для гранулирования и синтерирования металлического порошка (серии GU и SU соответственно).
Каждое приспособление для литья Indutherm может работать с наиболее популярными в ювелирной промышленности материалами с относительно невысокой температурой плавления. В первую очередь к ним относятся золото и серебро. В области дизайна также популярны медь, латунь и алюминий. Высокотемпературные материалы, такие как платина, сталь, палладий могут обрабатываться с помощью установок, обеспечивающих нагрев до 2000 о С.
К конкурентным преимуществам ювелирного оборудования Indutherm относятся:
- высокая производительность;
- высокая точность;
- стабильность качества на протяжении всего процесса литья;
- длительный срок службы при простоте в обслуживании;
- энергосбережение ввиду небольшого потребления ресурсов.
Серия MC – лидер в области индивидуального производства
Оставить без внимания серию оборудования MC просто невозможно, тем более, что спрос на неё очень высок. Каждая настольная вакуумная индукционная литьевая мини-машина обеспечивает стабильные литьевые циклы и при этом отличается простотой в использовании. Индукционный нагрев металла в атмосфере защитного газа отличается оперативностью и высоким качеством перемешивания сплава, благодаря чему оптимизируется его состав и улучшаются показатели плотности. В процессе заливки металла в опоку используется избыточное давление, обеспечивающее максимальную плотность заполнения формы.

В серии 4 машины, выбрать которые можно по следующим параметрам в зависимости от требований:
- максимальная температура нагрева;
- характеристики термопары;
- объем тигля;
- размер опоки.
Ниже вы можете ознакомиться с техническим описанием всех 4-х моделей (примечательно, что при различном функционале все они обладают одинаковыми габаритами), однако необходимо уделить немного внимания отличиям между ними.
МС15+ – первая универсальная индукционная машина для персонального использования, которая при компактном габарите обладает высокой мощностью, обеспечивает нагрев до 2000 о С и может использоваться для производства единичных изделий не только из золота и серебра, но и из стали, платины и палладия.
MC20V более совершенна. В отличие от своего предшественника она автоматически переходит в режим литья под избыточным давлением, что гарантирует более качественное заполнение пресс-формы. Уникальное преимущество – функция вибрационного литья, которая при заполнении опоки в вакууме способствует очистке сплава от инородных вкраплений и воздушных пузырьков.
MC60 обладает меньшей максимальной температурой нагрева в сравнении с другими установками серии, однако она обладает увеличенным объёмом тигля и опоки.
Наконец, MC100V – наиболее мощная машина серии, оснащённая функцией вибрационного литья и предназначенная для работы как с классическими ювелирными.
Похожие записи:
- Оборудование технологическое для литейного производства. Термины и определения
- Учебные материалы
- Раздел Металлургическое оборудование, литейное оборудование и листопрокатное оборудование, профилегибочное оборудование в России
- Литейная оснастка для литья металлов и сплавов
Плавильные печи до 1 тонны на редукторе в стальном корпусе

Плавильные печи в стальном корпусе рассчитаны на переплавку металлов до 1 тонны. Оснащаются такие печи редукторным приводом наклона. Корпус из стали прочнее и проще в обслуживании, чем корпус из алюминия, однако это влияет и на цену печи.
Данные индукционные плавильные комплексы рекомендуются в случаях модернизации литейных цехов или при создании и строительстве новых небольших литейных производств.
- Емкость печи 0.1-1 т
- Мощность до 750 кВт
- Скорость плавки до 1.31 т/час
- Питание 380 В
Модель Емкость, тонн Мощность, кВт Частота, кГц Напряжение Скорость плавки, тонн/час стали до 1650ºС чугуна до 1450ºС GW 0.1-100-1 0.10 100 1 3 Ф 380 В 50 Гц 0.11 0.12 GW 0.1-160-1 160 0.18 0.2 GW 0.15-100-1 0.15 100 0.10 0.11 GW 0.15-160-1 160 1 0.20 0.22 GW 0.25-160-1 0.25 160 0.19 0.21 GW 0.25-250-1 250 0.37 0.41 GW 0.5-250-1 0.50 250 1 0.31 0.33 GW 0.5-350-1 350 0.54 0.60 GW 0.5-500-1 500 0.84 0.89 GW 1-500-0.5 1 500 0.5 0.76 0.79 GW 1-600-0.5 600 0.92 0.96 GW 1-750-0.5 750 1.27 1.31 Лучшие условия работы
Скидки и бонусы для новых и действующих клиентов
При 100% оплате запуск — бесплатно
Гарантия на оборудование до 24 месяцев
Лизинг в ведущих компаниях
Авансовый платёж от 15%
Документация для строительной части от 5 до 20 дней с момента заключения Договора
Минимальная стоимость оборудования
Получите коммерческое предложение сейчас
Подробное технико-коммерческое предложение придет к вам на почту!
Индукционная тигельная печь GW предназначена для работы с черными металлами, такими как чугун, сталь. Допустимо использование печи для плавки цветных металлов. Основные технологически операции плавильной печи: плавка металла, рафинирование расплава, перегрев расплава.
Плавильная печь данного класса используется на средних и крупных литейных цехах. Благодаря эффективной схеме работ двух плавильных комплексов и возможного круглосуточного режима работы, КПД данных установок очень высок, а энергозатраты малы.
Индукционные печи для плавки
рекомендуется использовать при необходимости экономии электроэнергии или существования ограничений по выделяемым мощностям на литейный цех.
Индукционные тигельные печи производятся согласно ГОСТ РФ России. Производство отвечает всем заявленным европейским и Российским требования и стандартам. Производства сертифицированы по ISO9001 и 9002.
Печи могут использоваться в условиях низких температур и районах с холодным климатом. Это подтверждается КИ УХЛ4 по ГОСТ 15150-69. Индукционные печи для плавки чугуна запитаны от одного источника питания. Это позволяется дополнительно сэкономить на электроэнергии и непрерывно работать сразу на двух печах. Благодаря чему достигаются высокие показатели производительности и надежности.
Наше оборудование в работе
Многолетняя и стабильная работа нашего оборудования — лучший показатель качества и надежности.













100% Гарантия
ООО «СибЛитКом» тщательно отбирает производителей литейного оборудования, предлагая Вам не только лучшее сооотношение цены и качества, но и высокий уровень гарантийного обслуживания и стабильности.
Высокая надежность
Безупречная работа плавильных печей, формовочных линий подтвержается отсутствием негативных отзывов и рекламаций по нашему оборудованию!
О компании “СибЛитКом”
ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
ООО «СибЛитКом» представляет интересы надежных, проверенных производителей, поэтому Вы всегда можете быть уверенными в качестве предлагаемой продукции.
Наши специалисты предложат Вам оптимальное проектное решение, помогут подобрать современный, экономически правильный вариант в сжатые сроки без потери качества.

Запуск и пусконаладочные работы
ООО «СибЛитКом» более 10 лет в краткие сроки успешно производит запуск и наладку плавильного, термического и литейного оборудования.
Сервис и обслуживание
ООО «СибЛитКом» в течение многих лет является стабильным поставщиком комплектующих и запчастей для металлургического оборудования производсвта КНР и России.


Преимущества работы с нами
Все можем взять на себя: анализ, расчет, подбор, логистику, монтаж, запуск, сервис и прочее
Стабильное качество и короткие сроки запуска
Надежный производитель литейного оборудования
Налаженная система сервиса и обслуживания
Квалифицированный персонал с опытом работы более 15 лет
География поставок и запусков
Оборудование компании “СибЛитКом” успешно работает практически во всех крупных городах России и СНГ.
Наши клиенты и партнеры
Мы построили результативные деловые отношения со многими компаниями местного и мирового уровня!
ООО «СибЛитКом» имеет многолетний опыт поставки металлургического оборудования на предприятия России и стран СНГ, объединяя в своей работе передовые технологии в области металлургии, практический опыт и знания реальных потребностей рынка.
Источник https://almeg.ru/litejnoe-oborudovanie/pechi-i-litejnoe-oborudovanie/
Источник https://siblitcom.ru/katalog/plavilnoe-oborudovanie/inductsionnie-pechi/inductsionnie-pechi-100kg-1t-stl/