Покрытие болтов цинком: способы, виды и альтернативы
Цинкование представляет собой нанесение слоя цинка на металлический крепеж. Главная функция такого покрытия – защита от коррозии. Принцип действия основан на окислении цинка при взаимодействии с воздухом. Вследствие этого на поверхности болтов образуется пленка, не пропускающая кислород к металлу.
Цинк защищает болты от коррозии в средних условиях эксплуатации – при температуре до +70 °С и без воздействия агрессивных сред. При повышении температуры антикоррозионные свойства теряются и крепеж защищается только механически.
Метод нанесения цинкового покрытия и его толщина зависят от цели использования и условий функционирования крепежа.
Для работы в легких условиях, то есть в теплом сухом помещении, достаточно нанести слой в 5-8 мкм.
При работе в условиях образования конденсата покрытие должно быть толщиной от 8 до 12 мкм.
При эксплуатации в умеренном климате толщина достигает 25 мкм.
В очень жестких условиях, таких как морской климат и агрессивные среды, наносится слой более 25 мкм.
При проведении теста в соляном тумане по стандарту DIN EN ISO 9227 цинковое покрытие показало результат в 120 часов защиты от коррозии.
Рис.1. Оцинкованный болт
Покрытие болтов цинком: основные методы нанесения
Гальваническое цинкование, его еще называют холодным способом, представляет собой нанесение цинкосодержащего состава стандартными методами окрашивания.
Данный способ дает возможность обработать крепеж любого размера, позволяет наносить краску на защищенную поверхность. Толщина полученного слоя составляет около 5- 30 мкм, что не обеспечивает эффективную защиту от коррозии.
Горячее цинкование – погружение предварительно подготовленных болтов в цинк, нагретый до +450 °С. Вследствие этого образуется покрытие толщиной от 40 мкм, обладающее высокими антикоррозионными свойствами.
Недостатком данного способа является неравномерность полученного слоя. Горячее цинкование не применяется к крепежу, имеющему точные допуски, а также если высокие температуры меняют свойства обрабатываемых деталей.
Диффузионное покрытие болтов цинком (шерардизация) представляет собой обработку болтов в цинковом порошке при нагреве до +300-450 °С, или в парах цинка при температуре до +900 °С.
Данный метод позволяет создать покрытие любой толщины от 6 до 110 микрометров. Коррозионная стойкость в несколько раз выше предыдущих способов. Покрытие наносится равномерно и точно повторяет форму детали.
Однако такая процедура требует больших затрат, поэтому используется достаточно редко.
Альтернатива покрытию цинком
Эффективной альтернативой цинковому покрытию является применение антифрикционных твердосмазочных покрытий компании «Моденжи». MODENGY 1011 и MODENGY 1014 изготавливаются на основе политетрафторэтилена.
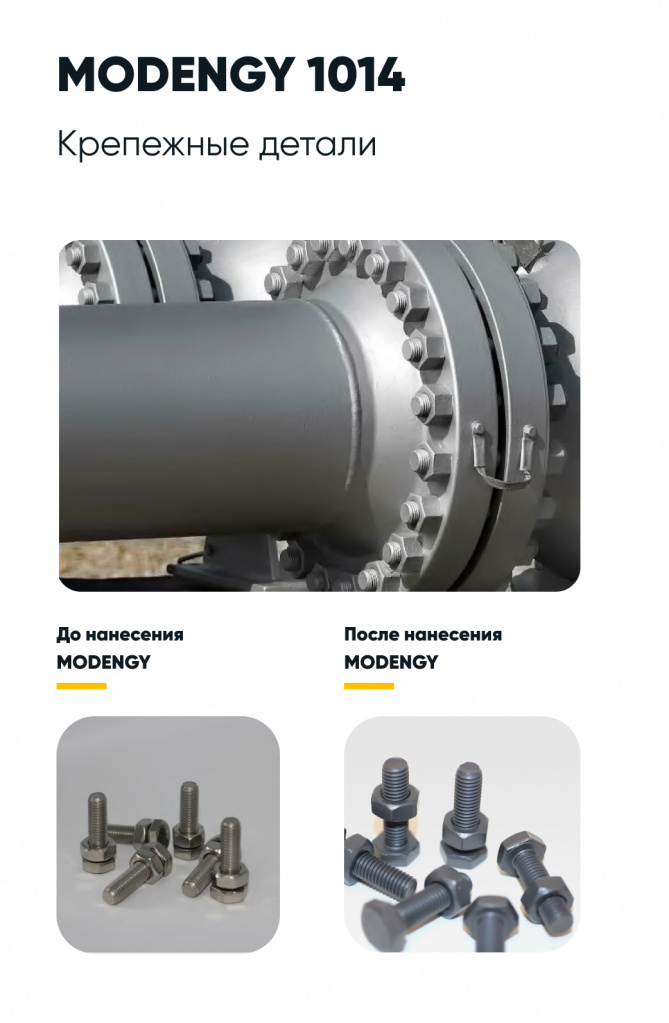
Рис. 2.Болты с покрытием MODENGY 1014
Преимущества применения покрытия MODENGY 1014 над цинкованием:
- Более высокие антикоррозионные свойства — от 672 часов защиты по результатам теста в соляном тумане по стандарту DIN EN ISO 9227
- Стабилизация коэффициента закручивания
- Широкий диапазон рабочих температур: от -75 до +255 °С
- Химическая стойкость
- Придание деталям эстетичного внешнего вида
- Обеспечение возможности многократной сборки-разборки соединения (цинкование обеспечивает однократное закручивание)
- Противозадирные свойства, защита от прикипания и заедания
- Снижение трения в резьбе
Преимущества и недостатки цинкового покрытия
- Антикоррозионная и механическая защита деталей
- Низкая стоимость
- Вред для окружающей среды
- Есть вероятность водородного охрупчивания крепежа, которое проявляется в проникновении водорода в структуру металла, что приводит к его растрескиванию и пористости (исключение – цинкование методом шерердизации)
- Ежегодное разрушение покрытия на несколько микрометров
- Для эффективной защиты деталей необходим толстый слой покрытия, который оказывает значительное влияние на размер детали
- Сложная технология нанесения
Покрытие болтов цинком для увеличения их ресурса: способы и альтернативы
Цинковое покрытие является самым популярным методом защиты крепежа от коррозии и механических повреждений. Различные способы нанесения материала позволяют создавать необходимую толщину покрытия и менять его свойства.
Покрытие болтов цинком заключается в нанесении на крепежные изделия состава, содержащего цинк. Он окисляется при взаимодействии с кислородом и образует на металлической поверхности устойчивый слой, состоящий из продуктов коррозии.
Стандартное цинковое покрытие толщиной около 10 микрометров защищает болты от коррозии в легких и средних условиях эксплуатации: в сухом помещении при температуре до +70 °С. В условиях влажности и более высоких температур детали защищены только от механических повреждений.
Для усиления защитных характеристик цинкового покрытия увеличивают его толщину. В сложных условиях эксплуатации она может превышать 100 микрометров. Это значительно сказывается на конечных размерах детали.
Оптимальная толщина и способ нанесения покрытия определяются исходя из целей, условий эксплуатации, материала болтов.

Рис. 1. Оцинкованные болты
Методы нанесения цинкового покрытия
Гальваническое покрытие болтов цинком подразумевает нанесение цинкового состава на болты в растворе электролита. Цинк оседает на металле ровным слоем толщиной примерно 5-20 микрометров.
Горячее цинкование производится путем погружения деталей в цинк, нагретый до +400 °С. В результате создается покрытие толщиной около 40 микрометров с высокими антикоррозионными свойствами.
Однако данный метод не подходит для деталей с точными допусками, так как защитный слой является неравномерным. Также не рекомендуется применять горячее цинкование для обработки металлов, меняющих свои свойства при высоких температурах и для крупногабаритных элементов.
Диффузное цинкование представляет собой обработку деталей горячим цинковым порошком или парами цинка, нагретыми до +900 °С. Данный способ позволяет создавать равномерное покрытие любой толщины, не меняя при этом технологический процесс.
Диффузный метод требует больших затрат для его проведения, поэтому используется достаточно редко.
Покрытие болтом цинком: преимущества и недостатки
Среди положительных характеристик покрытия цинком выделяют его невысокую стоимость и возможность усиления антикоррозионных свойств в зависимости от задач.
Но у такого покрытия есть и минусы:
- Вредные испарения при обработке крепежа
- Риск водородного охрупчивания деталей при горячем и гальваническом цинковании – попадание водорода в структуру металла, что ведет к растрескиванию крепежных изделий
- Ежегодное разрушение защитного слоя
- Сложное нанесение
Альтернативы цинку: хромирование, антифрикционные покрытия, никелирование
Антифрикционные твердосмазочные покрытия разработаны с учетом сложных условий эксплуатации болтов. Материалы MODENGY 1014 и MODENGY 1011 обладают повышенной несущей способностью, широким диапазоном рабочих температур (до +255 °С), высокими антикоррозионными и противозадирными свойствами. В отличие от цинкового покрытия, составы MODENGY обеспечивают возможность многократной сборки-разборки соединения.

Рис. 2. Фундаментный болт с покрытием MODENGY 1011
Никель обладает хорошими антикоррозионными и декоративными функциями, повышает устойчивость деталей к механическим повреждениям. К тому же он не выделяет вредных испарений.
При химическом никелировании получается ровное и прочное покрытие, устойчивое к воздействию некоторых кислот и щелочей.
Покрытие хромом обеспечивает антикоррозионную защиту болтов даже при малой толщине – 5 микрометров. Такой способ обработки деталей отличается эстетичным внешним видом.
Однако очень существенный минус хромирования – высокая цена крепежа с таким покрытием.
Независимо от выбора покрытия важна предварительная подготовка поверхности. Необходимо очистить и обезжирить детали, удалить ржавчину, соли и окалину при их наличии. Например, перед гальваническим цинкованием производят процедуру травления металла соляной кислотой, а перед нанесением антифрикционных твердосмазочных покрытий проводят пескоструйную обработку поверхности.
Присоединяйтесь
![]()
![]()
Все материалы сайта https://atf.ru/ принадлежат
ООО «НОВЫЕ РЕШЕНИЯ» ИНН 5751054390
© 2004 – 2023 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Источник https://vils.ru/articles/pokrytie-boltov-tsinkom-sposoby-vidy-i-alternativy/
Источник https://atf.ru/articles/rezbovye_soedineniya/pokrytie-boltov-tsinkom-dlya-uvelicheniya-ikh-resursa-sposoby-i-alternativy/

