Компоновка механических цехов
Компоновка – схематический план здания (корпуса) с изображением на нем, отделений, участков, вспомогательных и служебно-бытовых помещений. Назначение: 1. Взаимная увязка входящих в состав корпуса цехов, отделений, участков; 2. Выбор оптимального направления производственного процесса; внутризаводского транспорта, грузовых и людских потоков; 3. Рациональное размещение вспомогательных и служебных помещений. При разработке компоновочного плана должны быть учтены следующие основные требования: 1. Прямоточность производственного процесса от склада или места поступления заготовок и кончая отправкой готовой продукции. 2. Кратчайшие пути движения продукции на всем протяжении процесса производства; 3. Участки с вредными выделениями и опасные в пожарном отношении должны размещаться у наружных стен здания.
Рекомендуемые материалы
Маран Программная инженерия
Программная инженерия
Техническое задание
Инженерная графика
А-129 Вентиль
Инженерная графика
А-129, с наступающим
Инженерная графика
Инженерная графика
699 290 руб.
Инженерная графика
699 290 руб.
На компоновочном плане указываются: 1. Взаимное расположение отделений, цехов, участков, магистральные и цеховые проезды и проходы, ж/д пути, въезды для безрельсового транспорта. 2. Основные технологические размеры (ширина и длина пролетов, шаг колонн, высота пролета до подкрановых путей); 3. Число и грузоподъемность кранов. Компоновочные планы механических и сборочных цехов выполняются в масштабе 1:200 или 1:400 (в зависимости от размера принятого здания). Порядок расположения служб механического цеха. 1. Склад материалов при единичном и серийном производстве вместе или смежно с заготовительным отделением размещаются в начале цеха. При поточном производстве складские площадки для заготовок располагаются в начале каждой поточной линии. 2.
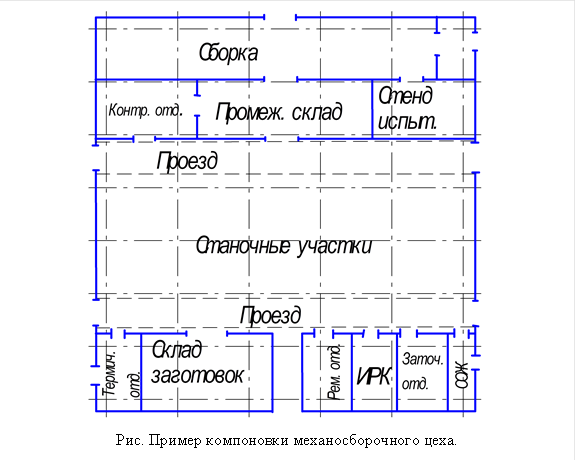 |
Вдоль склада или складских площадок поперек пролетов цеха устраивают проезд шириной ее менее 4 м. в зависимости от средств транспорта. 3. Далее располагаются станочные отделения. 4. В конце станочного отделения поперек всех пролетов также устраивается поперечный проезд шириной b ³ 4 м в зависимости от применяемых средств транспорта. 5. Далее располагается контрольное отделение. 6. Параллельно контрольному отделению поперек пролетов размещается промежуточный склад. 7. Заточное отделение и инструментально-раздаточный склад при поточном производстве располагается в стороне от потока, чтобы не стеснять движение деталей. При единичном и серийном производстве они могут занимать в цехе центральное положение по отношению к станочным участкам.
Планировка оборудования в цехе.
Планировка цеха – это план расположения производственного, подъемно-транспортного и др. оборудования, инженерных сетей, рабочих мест, проездов, проходов и др. Разработка планировок является наиболее ответственным и сложным этапом проектирования, когда одновременно должны быть решены вопросы технологии, экономики, организации производства, техники безопасности, выбора транспортных средств, механизации и автоматизации производства, НОТ и производственной эстетики. При разработке планировки должны учитываться следующие основные требования: 1. Оборудование в цехе должно размещаться в соответствии с принятой формой организации технологических процессов. Необходимо стремиться к расположению производственного оборудования в последовательности технологического процесса, контроля и сдачи изделий или деталей. 2. Расположение оборудования, проходов и проездов должно гарантировать удобство и безопасность работы, возможность монтажа и демонтажа, ремонта оборудования; удобство подачи заготовок и инструмента; удобство уборки отходов. 3. Планировка должна быть увязана с применяемыми подъемно-транспортными средствами. 4. В планировках должны быть предусмотрены кратчайшие пути перемещения заготовок, деталей, узлов в процессе производства, исключающие возвратные движения. Грузопотоки должны не пересекаться между собой, а также не пересекать и не перекрывать основные проезды, проходы и дороги, предназначенные для движения людей. 5. На планировке вычерчивается все оборудование и все устройства, относящиеся к рабочему месту, а именно: — металлорежущие станки, автоматические линии и другое производственное оборудование; — место расположения рабочего места у станка во время работы; — верстаки, рабочие столы, подставки; — места у станков для обработанных деталей, заготовок и материалов; — транспортные устройства, относящиеся к рабочему месту (наклонные скаты, склизы и т.д.); — площадки для контроля и временного хранения деталей; — места для мастеров; — все виды оборудования нумеруются сквозной нумерацией слева направо сверху вниз. — нумерация подъемно-транспортного оборудования дается после технологического и продолжает нумерацию последнего; — производственный инвентарь (плиты разметочные, верстаки, столы, стеллажи) изображаются на плане по контуру габарита с простановкой внутри контура условных обозначений; — к плану прилагается спецификация; — обозначаются наименования отделений, участков, вспомогательных помещений. 6. При разработке планировки должна быть рационально использована не только площадь, но и весь объем цеха. Высота здания используется для размещения подвесных транспортных устройств, инженерных коммуникаций, размещения механизированных складов. 7. План цеха выполняется в масштабе 1:100. Для больших цехов (С > 250 станков) его можно выполнять в М 1:200. 8. В строительной части изображаются: — колонны с осями и обозначением № колонны (горизонтальные разбивочные оси здания обозначают снизу вверх по оси ординат заглавными буквами русского алфавита; вертикальные оси нумеруют слева направо арабскими цифрами). — наружние и внутренне стены (капитальные и легкие), а также перегородки; окна, ворота, двери. — на плане даются все необходимые размеры: Ú ширина пролета, шаг колонн, общая ширина цеха, общая длина пролетов и всего цеха, ширина поперечных и продольных проходов и проездов; Ú длина и ширина каждого вспомогательного помещения; Ú тоннели, каналы, люки и др. проемы в полах; Ú привязка оборудования. 9. Все станки, автоматические линии и др. оборудование, складские и контрольные площадки, грузоподъемные и транспортные устройства, изображенные на плане, обозначаются порядковыми номерами и вносятся в спецификацию.
Организация рабочего места.
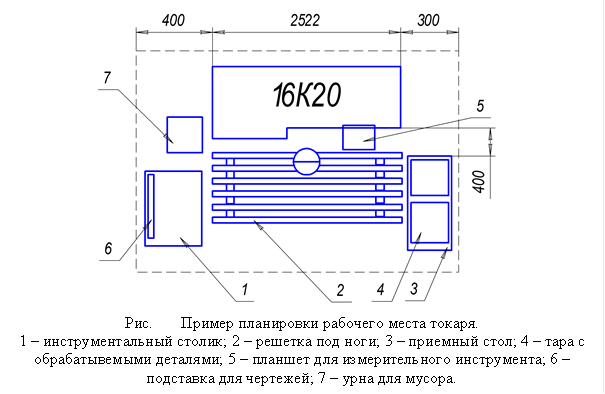
Рабочее место – это первичное звено производства от качества работы которого зависят результаты деятельности всего завода. Задачей организации рабочего места является создание такой конструкции оснастки и такого расположения оборудования, заготовок, готовых деталей, при которых отсутствуют лишние и нерациональные движения и приемы (повороты, нагибания, приседания и т.д.), максимально сокращаются расстояния перемещения рабочего. Схема организации рабочего места должна соответствовать характеру производства. В условиях единичного производства выполнение на рабочем месте большого числа разнообразных операций требует наличия всевозможных инструментов, приспособлений, а отсюда и соответствующего инвентаря для его хранения и расположения. При переходе к серийному производству и специализации производственных участков число операций, выполняемых на рабочем месте, сокращается, начинается применение специализированного инструмента и приспособлений и соответственно меняется планировка и оснащение рабочего места.
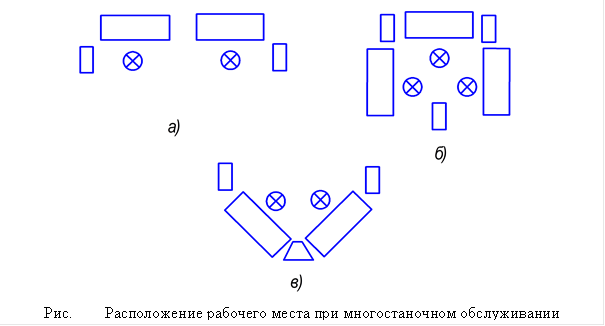
Наиболее значительные изменения в организации рабочего места происходят под влиянием механизации и автоматизации производства. Так на рабочих местах автоматических и непрерывно-поточных линий никаких видов специального стационарного инвентаря, как правило не предусматривается. При многостаночной работе планировка рабочего места должна обеспечивать наиболее удобное для рабочего расположение органов управления всех обслуживаемых станков и минимальную затрату времени на переходы от одного станка к другому. Варианты рационального расположения станков при их обслуживании одним рабочим:
 |
Технико-экономические показатели проекта механического цеха
К числу основных показателей проекта механического цеха относятся: А: Абсолютные показатели, характеризующие производственную мощность цеха: 1. Годовой выпуск изделий (комплектов, машин, узлов или деталей) включая запасные части, в штуках 2. Годовой выпуск изделий по цеховой себестоимости в рублях, в т.ч. запасных частей. 3. Годовой выпуск изделий в тоннах, в т.ч. запасных частей. 4. Количество рабочих смен. 5. Площадь цеха (м 2 ) в т.ч. общая, и производственная. 6. Количество производственного оборудования с указанием количества металлорежущих станков и автоматических линий. 7. Количество работающих (производственных рабочих, вспомогательных рабочих, МОП, ИТР, служащих). 8. Основные фонды (руб.), в т.ч. здания и сооружения; оборудование инструмент и приспособления; производственный и хозяйственный инвентарь. 9. Годовой фонд заработной платы производственных рабочих и всех работающих. 10. Установленная мощность электродвигателей (кВт). Б: Относительные показатели, характеризующие технико-экономическую эффективность цеха: 11. Годовой выпуск продукции в руб. (по себестоимости), комплектах и тоннах: а) на одного работающего и одного рабочего; б) на единицу производственного оборудования; в) на 1 м 2 производственной площади в одну смену. 12. Годовой выпуск продукции в рублях (по себестоимости) на 1 рубль основных фондов. 13. Основные промышленные фонды на 1 рубль выпуска. 14. Общая и производственная площадь на единицу производственного оборудования, м 2 . 15. Средний коэффициент загрузки оборудования (по времени) в %. 16. Коэффициент сменности. Ещё посмотрите лекцию «2 Тепловое и химическое действие тока» по этой теме. 17. Средняя установленная мощность одного станка, кВт. 18. Средняя установленная мощность станочного оборудования (кВт), на одного производственного рабочего в наибольшую по количеству работающих смену (энерговооруженность). 19. Трудоемкость и станкоемкость одного комплекта деталей, одной машины, одной тонны продукции в человеко-часах и станко-часах. 20. Коэффициент использования металла. 21. Отношение цеховых расходов к основной зарплате производственных рабочих, %. 22. Уровень механизации и автоматизации производства.
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОСНОВНОГО ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
Потребное количество оборудования для заданной программы выпуска деталей определяется на основе его производительности.
Для производства нужно оборудование и точное количества. Точный расчет сложного и дорогостоящего оборудования требует следующих расчетов. Для производства необходимо соответствующее оборудование. Потом нужно расположить оборудование согласно технологии производства.
Расчетное количество станков по каждой операции определяется по формуле: ;
где tшт – штучное время на операции;
ч – величина такта выпуска изделий.
где N – годовой выпуск деталей, шт;
Фд – действительный годовой фонд времени работы станка, ч.
где Др – число расчетных дней в расчетном периоде;
S – сменность работы станка;
d – длительность рабочей смены; а – процент потерь времени работы линии на ремонт и регламентированные перерывы.
Технологический маршрут обработки детали:
005 Токарная tшт=14 мин.
010 Токарная с ЧПУ tшт= 11,08 мин.
015 Протяжная tшт=4,25 мин.
020 Зубофрезерная tшт= 3,37 мин.
Ср005=14:23,04=0,6; Спр =1
Таблица 1. Потребное количество оборудования и его загрузка.
| № опера-ции | Наименова-ние операции | Наименование оборудования | Модель станка | Такт поточной линии | tшт, мин | Количество станков | Коэффициент загрузки Кз |
| Ср | Спр | ||||||
| Токарная | Токарно-винторезный станок | 16К20 | 23,04 | 0,6 | 0,6 | ||
| Токарная с ЧПУ | Токарно-винторезный станок | 16К20Ф3 | 23,04 | 11,08 | 0,48 | 0,48 | |
| Протяжная | Протяжной станок | 7А5 | 23,04 | 4,25 | 0,18 | 0,18 | |
| Зубофрезерная | Зубофрезерный станок | 53А10 | 23,04 | 3,37 | 0,14 | 0,14 | |
| Итого | 32,7 | 1,4 | Кзср=35% |
3 Расчет стоимости основных фондов
Расчёт стоимости основных фондов включает — оборудование как технологическое, так и вспомогательное;
— здание, занимаемое оборудование;
Расчёты сводятся в таблицы.
Производственное помещение оборудованное для специального производства предусматривает определенные габариты для оборудования и дополнительные вспомогательные площади. Объем цеха определим округленно. Для работы оборудования необходимо производственное помещение, а точнее расходы на его приобретение.
Расчет стоимости здания
Чтобы определить стоимость здания, вначале нужно определить производственную площадь занимаемую оборудованием,
где, Спр — принятое количество станков;
S1ст – средняя площадь приходящаяся на один металлорежущий станок;
Кдп – коэффициент, учитывающий дополнительную площадь, 2,5.
S1ст= 27,36:4 = 6 м 2
Sпр = 6,84∙4∙2,5 = 68,4 м 2
где, h – высота здания 10÷12 м
Кнар – коэффициент перевода внутренних размеров здания на наружные, 1,1.
Стоимость здания = Vзд ∙ стоимость аренды;
Стоимость здания = 752,4 ∙ 30,000 = 22572000
Где, Vзд — объем здании,
Стоимость аренды в год – 30,000

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
© cyberpedia.su 2017-2020 — Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Читайте также Токарные станки по дереву
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОСНОВНОГО ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
К основному производственному оборудованию механического цеха относится оборудование, выполняющее технологические операции по обработке деталей и сборке узлов, т.е. оборудование производственных отделений цеха, в состав которых входят станочные участки и линии, участки узловой сборки, окрасочные участки, участки консервации и упаковки деталей и др.
Производственным оборудованием механического цеха в основном являются металлорежущие станки, поэтому при проектировании цеха производится расчет главным образом количества металлорежущих станков. Оборудование других производственных отделений обычно не рассматривается, а выбирается комплектно. В зависимости от типа производства расчет может вестись точно или укрупненно.
Расчет оборудования точным способом ведется при разработке технического проекта цехов серийного и массового производства, когда трудоемкость определяется по подробно разработанным техпроцессам.
Укрупненный расчет применяется в тех случаях, когда нет достаточных данных для точного расчета при проектировании цехов единичного и мелкосерийного производства.
При определении количества оборудования цехов серийного производства точным способом расчет ведется по каждому типоразмеру станка на основе подсчета годовой трудоемкости обработки всех деталей, закрепленных за данным типом станка, и действительного фонда времени работы оборудования.
Потребное количество станков данного типа определяется по формуле
где Ср – расчетное количество станков данного типоразмера; Тк – трудоемкость обработки годового количества всех деталей на станках данного типоразмера в станкочасах; Фс – действительный годовой фонд времени работы станка в часах.
Трудоемкость обработки Тк определяется по данным технологического и в общем виде составит:
где Тш.к – штучно-калькуляционное время в минутах детале-операции; Д – годовое количество каждой детали-операции, закрепленной за станками данного типоразмера.
Полученное расчетное количество станков округляется до целого числа, называемого принятым числом станков Сп. По результатам расчета составляется ведомость расчета количества станков табл. 2.6.
Для определения степени загрузки по времени станков данного типоразмера пользуются коэффициентом загрузки оборудования:
Средний коэффициент загрузки по участку или цеху
Среднее значение К3 по цеху принимаются:
для единичного и мелкосерийного производства К3 = 0,8 – 0,85;
для серийного – не ниже К3 = 0,75 – 0,85.
Количество станков непрерывно-поточной линии (массовое и крупносерийное производство) определяется для каждой операции по такту выпуска деталей в линии
где Тш – штучное время обработки на данной операции в минутах;
τ – такт выпуска деталей с линии в минутах:
Фс – действительный годовой фонд времени станка в часах; Д – годовой выпуск деталей в штуках.
Ведомость расчета количества станков [8]
Номера прикрепленных деталей
Годовой выпуск в штуках
Норма вре-мени на одну деталь в минутах
Время на годовый выпуск в станкочасах
Потребность в станках
Подставим и получим.
Если Ср превышает целое число на 0,05 ÷0,1 , то следует округлять в меньшую сторону и пересмотреть условия обработки (оснастка, режимы резания и др.).
Результаты расчета следует признать удовлетворительными, если средний коэффициент загрузки станков линии К3ср будет не ниже 0,65 ÷0,75.
Количество станков в переменно- побочных линиях также определяется для каждой операции.
где Тш1, …Тшп – штучное время обработки каждой детали на данной операции в минутах; Д1, … Дп – годовой выпуск закрепленной за линией детали; Кп – коэффициент, учитывающий время переналадки линии одного наименования детали на другой, Кп ≈0,95.
Читайте также Расчет производственной мощности
Когда на линии обрабатываются детали, мало различающиеся по трудоемкости, то устанавливается единый такт для обработки всех деталей:
Число станков для каждой операции в линии равно:
Если за линией закреплены детали с различной трудоемкостью, такт определяется для каждой детали в отдельности табл. 2.7. путем распределения расчетного фонда времени работы оборудования пропорционально трудоемкости обработки годового количества деталей каждого наименования.
Ведомость для определения такта переменно-поточной линии [8]
Годовая прграмма в штуках
Трудоемкость на одну деталь в часах
Годовой фонд времени
Определение количества оборудования укрупненным способом ведется по укрупненной трудоемкости годового выпуска изделий, определенной одним из рассматриваемых выше методов и подсчитывается по формуле:
где Сп общ – принятое (общее) число оборудования цеха или отделения (без наименования станков); Т – трудоемкость годового выпуска всех изделий программы в станкочасах; К3ср – средний коэффициент загрузки оборудования по цеху:
Для массового и крупносерийного производства К3ср = 0,7;
для серийного – К3ср = 0,8;
для единичного – К3ср = 0,85.
Если используют показатели удельной трудоемкости то:
где Т ’ уд – трудоемкость обработки одного изделия в станкочасах;
Туд – трудоемкость обработки одной тонны изделий в станкочасах;
В – годовой выпуск изделий в штуках; Q – масса одного изделия в тоннах.
Для определения состава оборудования полученное общее количество станков распределяют по группам и типам, пользуясь процентным отношением, определяемым по данным выполненных проектов или заводов.
В результате выполнение расчетов и определения типов необходимых станков (при любом способе расчета) составляется сводная ведомость оборудования цеха. В ведомости указывается тип (модель) станка, мощность, балансовая стоимость, масса каждого станка и количество.

Последнее изменение этой страницы: 2019-04-09; Просмотров: 487; Нарушение авторского права страницы
lektsia.com 2007 — 2022 год. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав! (0.015 с.) Главная | Обратная связь
В поточном и непоточном производствах
Машиностроительное производство – это единая производственно- хозяйственная система, включающая в себя производственные и управленческие структуры. Разработка производственной системы зависит от производственного профиля и типа производства. Технологический процесс является основой создания производственной системы.
ЛЕКЦИЯ 2
План лекции:
2.1. Состав и количество основного оборудования в поточном и непоточном производствах.
2.2. Принципы размещения основного оборудования на производственных участках.
2.3. Компановочно-планировочные решения.
2.3.1. Разработка плана расположения оборудования.
Состав основного оборудования машиностроительного производства всецело зависит от технологического оборудования процессов. В поточном производстве характерном для крупносерийного и массового производства в качестве основного оборудования применяются станки автоматы, полуавтоматы и агрегатные. В непоточном производстве, которое используется в серийном и мелкосерийном производствах большинство станков универсальные, в том числе и с ЧПУ.
В общем случае определение количества станков механического цеха (отделения), которое необходимо для обработки заготовок деталей в объеме заданной программы выпуска, производится двумя методами: по данным технологического процесса, а также по технико-экономическим показателям.
Определение числа станков по данным технологического процесса производится при детальном проектировании механических цехов серийного и массового производства. В этом случае количество станков, необходимое для обработки деталей в объеме годовой производственной программы (с учетом запасных частей), подсчитывается на основе нормировочного времени, требуемого для выполнения каждой операции.
Читайте также Столы производственные
Число единиц оборудования для поточного производства определяется исходя из количества оборудования, необходимого для выполнения отдельных операций. При этом должна быть достигнута синхронизация операций для создания непрерывного потока; процесс обработки расчленяется на отдельные операции, по возможности одинаковые (не более величины такта) или кратные по времени их выполнения. Общее количество единиц оборудования в поточной линии обработки данного изделия (или группы их) вычисляется по формуле:
где Сj = — количество единиц оборудования для выполнения одной операции в поточной линии;
Ni – число изделий, подлежащих обработке в год;
ti – штучное время обработки i – го изделия;
F – действительный годовой фонд времени работы единицы оборудования, ч.
Средний коэффициент использования оборудования в поточной линии по основному времени должен быть не менее 0,75.
Определение числа станков по технико-экономическим показателям производится при укрупненном проектировании, когда номенклатура изделий точно не установлена, при разработке проектных заданий цехов единичного, серийного и массового производства, при проектировании цехов единичного и мелкосерийного производства с обширной и разнообразной номенклатурой выпускаемых изделий, при разработке проектов инструментальных и ремонтно-механических цехов. В дипломных проектах требуемое количество металлорежущего оборудования для основных механических цехов и отделений рассчитывается по данным технологического процесса.
Для серийного производства расчетное количество станков данного типа определяется по формуле:
где Ni — число изделий, подлежащих обработке в год;
t — штучное время обработки i-го изделия, мин;
Кп.-з— коэффициент, учитывающий долю затрат подготовительно-заключительного времени;
Кв — коэффициент выполнения норм времени;
F — действительный годовой фонд времени работы единицы оборудования, ч.
При обработке одноименных деталей на станках данного типоразмера суммарное штучно-калькуляционное время.
где tш.-к — штучно-калькуляционное время обработки одной детали, мин;
N — количество одноименных деталей, обрабатываемых в год, включая запасные части.
При обработке на станках данного типоразмера разноименных деталей суммарное штучно-калькуляционное время на обработку
где tш.-к1, tш.-к2, tш.-кn — штучно-калькуляционное время на обработку 1, 2, . n-й детали, мин;
N1, N2, . Nn— соответственно количество разноименных деталей, обрабатываемых в год.
Как правило, станки в производстве не имеют стопроцентной загрузки. Коэффициент загрузки определяется по формуле:
где Спр – принятое количество станков.
При выяснении степени использования станка непосредственно для машинной работы по изменению формы, размеров или качества поверхностей деталей определяется коэффициент использования станка по основному времени:
где t0 – основное (технологическое) время, ч; tш.-к – штучно-калькуляционное время, ч.
Коэффициент подсчитывается для отдельных станков цеха. Средний коэффициент определяется отношением суммы основного времени к сумме штучно-калькуляционного времени всех станков цеха (отделения):
В серийном производстве следует стремиться к тому, чтобы величина среднего коэффициента использования станков по основному времени составляла не менее 0,65.
Похожие записи:
- Вопрос 2. Расчет производственной мощности, показатели использования
- Как выбрать помещение под производство?
- Производственная практика на станках с чпу
- Общая методика расчёта производственной мощности. Порядок расчёта производственной мощности предприятия.
Источник https://studizba.com/lectures/inzhenerija/proektirovanie-mashinostroitelnyh-cehov-i-zavodov/38892-komponovka-mehanicheskih-cehov.html
Источник https://enersb.ru/stankostroenie/opredelenie-kolichestva-osnovnogo-proizvodstvennogo-oborudovaniya/



