Технологии металлургического производства
1.1 Структура и продукция металлургического производства
Металлы и сплавы на их основе являются основными конструкционными материалами, основой современного машинои приборостроения. Объем производства черных и цветных металлов и сплавов всегда является важнейшим показателем уровня развития экономики, мощи и обороноспособности государства [6].
Металлургия – наука об извлечении металлов из природных соединений (руд) и дальнейшей их переработке с целью придания металлу определенных свойств.
Различают черную металлургию, занимающуюся производством железа и его сплавов, и цветную – производство всех остальных металлов и их сплавов.
Металлургическое производство – сложная система производств, базирующихся на месторождении руд, коксующихся углей, энергетических комплексах.
Структура металлургического производства включает: шахты и карьеры по добыче руд и каменных углей; горно-обогатительные комбинаты (ГОК), где обогащают руды, подготовляя их к плавке; коксохимические заводы, где осуществляют подготовку углей, их коксование и извлечение из них полезных химических продуктов; энергетические цеха для получения сжатого воздуха и кислорода, очистки металлургических газов; доменные цеха для выплавки чугуна и ферросплавов; сталеплавильные цеха (мартеновские, конвертерные, электроплавильные) для производства стали; прокатные цеха для переработки выплавленного металла в сортовой, трубный, листовой и специальный прокат.
Основная продукция черной металлургии: передельный (белый) чугун для переработки на сталь; литейный (серый) чугун для получения фасонных отливок на машиностроительных заводах; ферросплавы (ферромарганец, ферросилиций, феррованадий и другие) для выплавки легированных сталей; стальные слитки для производства проката; кузнечные слитки для изготовления крупных кованых валов, роторов турбин, дисков и т.п.
Продукция цветной металлургии: слитки (чушки) цветных металлов для прокатки различных профилей; лигатуры – сплавы из цветных металлов для получения легированных сплавов; слитки чистых и особо чистых металлов для приборостроения, электронной техники и других отраслей.
Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо и огнеупорные материалы.
Промышленной рудой называют горную породу, из которой на данном уровне целесообразно извлекать металлы или их соединения. Например, в настоящее время целесообразно извлекать металлы, если их содержание в руде составляет: железа не менее 30–60 %, меди 1–6 %, молибдена 0,005–0,02 %.
Бедные руды обогащают на ГОКах, то есть удаляют из руды часть пустой породы и получают концентрат с повышенным содержанием металла.
Флюсы – это материалы, загружаемые в плавильную печь для образования легкоплавкого соединения (сплавления) пустой породы, золы из топлива и других веществ, которые нужно удалить из конечного продукта. Такое соединение называется шлаком. Обычно шлак легче металла, располагается в печи сверху (всплывает) и может быть удален (слит) в процессе плавки. Шлак защищает расплавленный металл от контакта с воздухом и печными газами. Шлак бывает кислым, если в его составе преобладают кислотные оксиды (SiO2; Р2О5) и основным, если преобладают основные оксиды (CaO; MgO; FeO).
Топливом в металлургических печах служат кокс, природный газ, мазут, печные газы. Кокс получают на коксохимических заводах путем сухой перегонки при температуре 10000С (без доступа воздуха) каменного угля специальных коксующихся сортов.
Огнеупорные материалы применяют для внутренней облицовки (футеровки) металлургических печей и ковшей для расплавленного металла. По химическим свойствам огнеупоры разделяют на кислые, основные и нейтральные. Кислые огнеупоры содержат большое количество кремнезема SiO2 (динасовые, кварцеглинистые, кварцевый песок). Основные огнеупоры содержат основные оксиды CaO, MgO (магнезитовый, магнезитохромитовый кирпич). Нейтральные огнеупоры состоят из оксидов Al2O3; Cr2O3 (шамотный кирпич, высокоглиноземный, углеродистые блоки из графита).
При высоких температурах футеровка печи взаимодействует с флюсами и шлаками, поэтому в основной печи нельзя применять кислые флюсы и наоборот, в печи с кислой футеровкой – основные флюсы, так как это приведет к разрушению футеровки печи.
1.2 Производство чугуна
Для выплавки чугуна в доменных печах используют железные руды, топлива и флюсы.
Железные руды содержат железо в различных соединениях (чаще всего оксидах и карбонатах): магнитный железняк Fe3O4 (50–70% Fe); красный железняк Fe2O3 (50–60% Fe); бурый железняк, содержащий гидраты оксидов железа Fe2O3·H2O (30–50% Fe); шпатовый железняк FeCO3 (30–50% Fe).
Топливом для доменной плавки служит кокс, позволяющий получить необходимую температуру и создать условия для восстановления железа из руды. В целях экономии часть кокса заменяют природным газом, мазутом, пылевидным топливом.
Флюсом при доменной плавке служит известняк CaCO3. Это необходимо для удаления серы и фосфора из металла, в который они переходят из кокса и руды.
Сущность выплавки чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав руды, оксидом углерода, водородом и твердым углеродом, выделяющимися при сгорании топлива в печи.
Доменная печь (рисунок 1.1) имеет стальной кожух, выложенный внутри шамотным кирпичом. Рабочее пространство печи включает колошник, шахту, распар, заплечики, горн, лещадь. В верхней части колошника находится засыпной аппарат, через который в печь загружают шихту [6].
При работе печи шихта, проплавляясь, опускается вниз. В верхней части горна находятся фурмы, через которые в печь поступает горячий воздух (дутье), необходимый для горения топлива.
Воздух нагревается (для уменьшения потерь тепла и снижения расхода кокса) в воздухонагревателях за счет тепла отходящих из домны горячих газов. Воздухонагревателей три: один подает горячий воздух в домну, второй в это время сам нагревается, третий находится в резерве (или на ремонте). Периодически воздухонагреватели переключаются.
Вблизи фурм углерод кокса, взаимодействуя с кислородом дутья, сгорает. В результате выделяется теплота и образуется газовый поток, содержащий CO, CO2, N2, H2, CH4 и другие газы.
Горячие газы, поднимаясь навстречу опускающейся шихте, нагревают ее, охлаждаясь у колошника до температуры 300–4000С (в районе фурм температура достигает 20000С). При нагреве шихты до температуры 5700С начинается восстановление оксидов железа. По признаку убывания кислорода оксиды железа можно расположить в следующий ряд:
Восстановление оксидов до чистого железа идет по следующим реакциям:
Аналогично восстанавливаются марганец, кремний, фосфор, сера, содержащиеся в руде, топливе, флюсах, огнеупорах.
Часть серы благодаря основному флюсу переводится в шлак
FeS + CaO → CaS + FeO.
На уровне распара и заплечиков железо (точнее сплав железа с углеродом, марганцем, кремнием, фосфором, серой) расплавляется и каплями, протекая по кускам кокса и насыщаясь углеродом, стекает на лещадь печи. Шлак, имея меньшую плотность, располагается сверху металла (всплывает).
Чугун выпускают через чугунную летку каждые 3–4 часа, а шлак через шлаковую летку (она расположена выше чугунной) каждые 1–1,5 часа.
Основной продукцией доменной плавки является чугун (передельный или литейный) разного химсостава (например, 4–4,5% С; 0,8–1,2% Si; 0,15–0,3% Р; 0,03–0,07% S), а также ферросплавы (ферросилиций, ферромарганец, феррохром, феррованадий и др.).
Побочные продукты доменного процесса – шлак (дорожное строительство, шлаковата, цемент, шлакоблочные изделия и пр.) и доменный газ (топливо для воздухонагревателей, для отопления и т.п.).
Доменная печь – агрегат непрерывного действия. Она с момента ввода в эксплуатацию (задувки) работает непрерывно от 5–7 до 12-15 лет. В технической литературе описан случай, когда домна проработала непрерывно 38 лет.
При остановке печи на ремонт прекращают засыпку материалов. Оставшаяся шихта опускается вниз, верхняя часть печи, освобождаясь, сильно нагревается горячими газами. Для предохранения засыпных устройств от разрушения их необходимо интенсивно охлаждать.
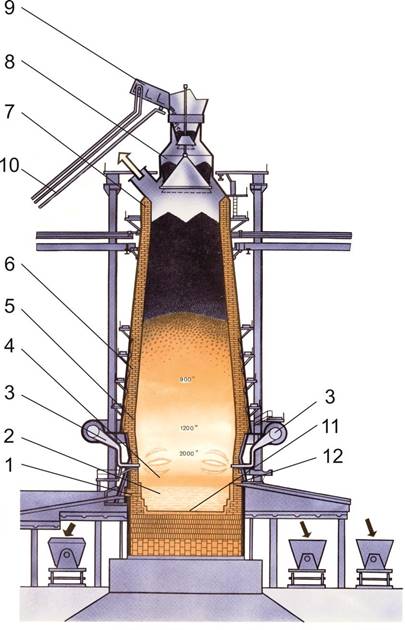
Рисунок 1.1 – Устройство доменной печи: 1 – чугунная летка, 2 – горн, 3 – фурмы, 4 – заплечики, 5 – распар, 6 – шахта, 7 – колошник, 8 – засыпной аппарат, 9 – вагонетка подъемника, 10 – мост, 11 – лещадь, 12 – шлаковая летка, [6]
1.3 Производство стали
Сущность передела чугуна в сталь заключается в снижении содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки.
Основными исходными материалами для производства стали служат передельный (белый) чугун и стальной лом (скрап). Сталь отличается от чугуна значительно более низким содержанием углерода и примесей (таблица 1.1).
Таблица 1.1 – Химический состав чугуна и стали, %
Нагрев в процессе выплавки стали осуществляется двумя способами:
а) внешним теплом, вводимым в плавильное пространство печи (мартеновская, электропечь). Так можно перерабатывать жидкий и твердый чугун, а также скрап в любом количестве;
б) химическим теплом, получаемым от реакции окисления примесей в чугуне (конвертеры). В этом случае чугун должен быть жидким, а количество скрапа ограничено (не более 30% от массы загрузки агрегата).
Окислителем служат технически чистый кислород, продуваемый через жидкую массу чугуна, а также железная руда и окалина.
Процесс может быть основным (достаточно полно удаляются сера и фосфор, но трудно раскислить сталь непосредственно в печи) или кислым (сталь очень полно раскисляется, но сера и фосфор не удаляются). При использовании основного процесса раскисление возможно только в ковше.
При окислении примесей кислородом выделяется большое количество тепла, поэтому при продувке жидкого чугуна не только не нужно применять внешние источники нагрева, а наоборот приходится охлаждать агрегаты во избежание перегрева.
Основные реакции окисления примесей:
2Fe + O2 = 2FeO + 264 кДж; FeO + C = CO + Fe — 154 кДж;
2FeO + Si = SiO2 + 2Fe + 330 кДж;
5FeO + 2P = P2O5 + 5Fe + 226 кДж; FeO + Mn = MnO + Fe + 123 кДж.
Нерастворимые соединения в зависимости от плотности будут переходить либо в шлак, либо в металл. Изменяя состав шлака можно добиться того, что нежелательные примеси (например, вредные сера и фосфор) будут удаляться из металла в шлак. Например, сера, входящая в сталь в виде сульфида FeS, растворяется в основном шлаке:
FeS + CaO = CaS + FeO.
Таким образом, регулирование состава шлака с помощью флюсов является одним из основных путей управления металлургическим процессом.
Завершающим этапом выплавки стали является ее раскисление (восстановление железа из оксида FeO). Раскисление осуществляют введением в жидкую сталь раскислителей (ферромарганца, ферросилиция, алюминия) непосредственно в сталеплавильном агрегате (при использовании кислого процесса) и (или) в ковше при разливке (в любом процессе). Сталь выпускают спокойной или кипящей, иногда – полуспокойной. Готовую сталь разливают в изложницы. В настоящее время сталь выплавляется в мартеновских печах, конвертерах и электропечах.
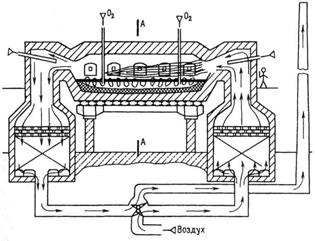
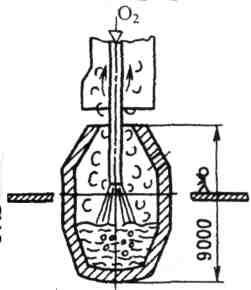
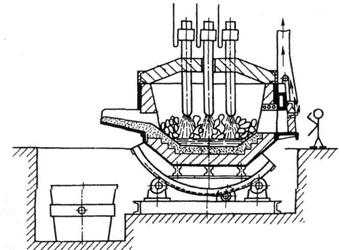
Рисунок 1.2 – Сталеплавильные агрегаты:
а) мартеновская печь; б) кислородный конвертер; в) дуговая электрическая печь
Мартеновская печь (рисунок 1.2, а) – пламенная отражательная регенеративная печь. Она имеет плавильное пространство, ограниченное сверху сводом, снизу подом, с боков – стенками, имеющими загрузочные окна. Футеровка печи может быть кислой или основной. В нашей стране работают мартеновские печи вместимостью 200–900 тонн жидкой стали.
Отапливается печь газом (реже мазутом). Смесь газа и воздуха подогревается в регенераторах (их два – один нагревает смесь газа и воздуха, а второй – нагревается сам отходящими газами) и поджигается, образуя факел. Факел имеет температуру 1700–18000С и нагревает футеровку печи и шихту, а также способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке различают:
1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и твердого чушкового чугуна. Такой процесс применяют на заводах, где нет доменного производства (нет жидкого чугуна), но много металлолома (то есть на машиностроительных заводах);
2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (до 75%), скрапа и железной руды (для окисления примесей). Преимущественно он применяется на металлургических заводах.
Наибольшее количество стали производят в мартеновских печах с основной футеровкой скрап-рудным процессом.
Кислородный конвертер (рисунок 1.2, б) – это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. Вместимость конвертера 130–350 тонн жидкого чугуна. Конвертер в процессе работы может поворачиваться на цапфах вокруг горизонтальной оси для завалки скрапа, заливки чугуна, слива стали и шлака. Шихта состоит из жидкого передельного чугуна,
стального лома (не более 30%), извести для наведения шлака, железной руды для окисления, боксита (Al2O3) и плавикового шпата (CaF2) для разжижения шлака.
Сначала конвертер наклоняют для завалки шихты, затем поворачивают в вертикальное положение и, через охлаждаемую водой фурму, подают сверху кислородное дутье. Струя кислорода (под давлением 1–1,5 МПа) вызывает перемешивание шихты и ее интенсивное окисление.
Когда содержание углерода и примесей достигает заданного значения, подачу кислорода прекращают, конвертер наклоняют и выпускают сталь в разливочный ковш, где ее раскисляют. После этого сливают шлак.
Конвертирование стали самый производительный способ (плавка длится 25–50 мин), однако трудно получить сталь строго заданного состава.
Электросталь – самая лучшая по качеству, так как в электропечах можно получить высокую температуру металла, создать окислительную, восстановительную, нейтральную атмосферу, вакуум, хорошо раскислить сталь. Поэтому электропечи используют для получения высококачественных легированных, инструментальных, специальных сталей и других сплавов. Из-за значительного расхода электроэнергии сталь получается более дорогой, чем при использовании других способов.
Плавильные печи бывают дуговыми (рисунок 1.2, в) и индукционными.
Дуговая электропечь питается трехфазным током и имеет три электрода из графитизированной массы. Между электродами и металлической шихтой возникает электрическая дуга, теплота которой передается металлу и шлаку излучением. Рабочее напряжение 150–600 В, сила тока 1000–10000 А. Футеровка печи – основная или кислая (реже).
В основной дуговой печи можно осуществить плавку двух видов:
а) без окисления примесей. По сути дела это переплав легированных отходов машиностроительных заводов. В ходе плавки удаляют вредные примеси, доводят металл до требуемого химсостава; раскисляют;
б) плавка на углеродистой шихте с окислением примесей. В печь загружают шихту: стальной лом, чушковый чугун, известь. Электроды опускают и включают ток; шихта плавится. Кислородом воздуха, оксидами шихты и окалины окисляются железо и примеси.
Оксид кальция из извести и оксиды железа образуют основной шлак, способствующий удалению фосфора и серы. После доведения металла до нужного состава сливают шлак и подают раскислители и ферросплавы (для получения легированной стали).
1.4 Основы внепечной обработки металлических расплавов
Ограниченные возможности регулирования физических и физикохимических условий протекания процессов плавки стали в сталеплавильных агрегатах, повышение требований к качеству стали, а также необходимость разработки технологии и производства стали принципиально нового качества привели к созданию новых сталеплавильных процессов, соответствующих современному уровню развития техники. Одним из элементов таких технологий является внепечная обработка стали. Обеспечивая получение не только высокого, а в ряде случаев нового качества, но и повышение производительности сталеплавильных агрегатов, внепечная обработка стали начала особенно быстро развиваться в 60-70-х годах и стала неотъемлемой частью сталеплавильного производства. Внепечная обработка стали — промежуточный передел между выплавкой стали и её разливкой — является относительно новым переделом и обязан своим развитием и успехами в первую очередь достижениям физической химии металлургических процессов и гидродинамики.
Внепечная обработка стали начала активно применяться с 60-х годов, главным образом для повышения производительности дуговых сталеплавильных печей и конвертеров, позволяя вынести часть процессов рафинирования из этих агрегатов в ковш. Однако уже начало внедрения современных процессов внепечной обработки показало, что они позволяют существенно улучшить качество стали (механические свойства, коррозионную стойкость, электротехнические показатели и др.), и получить сталь с принципиально новыми свойствами. Повышение качества стали привело к росту работоспособности машин и конструкций при уменьшении их массы. Другим важным фактором, обеспечившим этот результат, явилась возможность гарантированно получать сталь с узкими пределами содержания элементов. Это позволило уменьшить коэффициент запаса прочности, учитываемый при проектировании, с обычных 1,5 – 3,0 до 1,2 – 1,4, то есть примерно в два раза при сохранении низкого качества стали, её однородности, низкого содержания включений.
Металлургические процессы, обеспечивающие получение указанных результатов, эффективнее протекают при внепечной обработке, чем в сталеплавильных печах благодаря ряду особенностей внеагрегатной обработки [1]:
а) создание наиболее благоприятных термодинамических условий для развития данного процесса, в частности наводка шлака, обеспечивающего наиболее глубокую десульфурацию; б) увеличение скорости взаимодействия с газовой фазой или шлаком вследствие дробления металла на порции (капли) с развитой контактной поверхностью; в) повышение интенсивности массопереноса в металле вследствие его дробления на порции (капли) и, следовательно, увеличение градиента концентраций растворённых в нём элементов.
Результаты внепечной обработки определяются принятыми методами и технологией, с помощью которых она осуществляется. Новые технологии обработки металла как в сталеплавильных печах, так и главным образом вне их, привели к заметному увеличению масштабов производства стали и сплавов, однородных по свойствам и содержащих ничтожно малое количество газов и неметаллических включений. Связанное с этим усложнение технологии оправдывается достигаемыми результатами в отношении качества и надёжности металлопродукции.
Методы внепечной обработки стали могут быть условно разделены на
простые (обработка одним способом) и комбинированные (обработка металла
несколькими способами одновременно). К простым методам относятся: 1) обработка металла вакуумом; 2) продувка инертным газом; 3) обработка металла синтетическим шлаком, жидкими и твёрдыми шлаковыми смесями; 4) введение реагентов в глубь металла [1].
Основными недостатками перечисленных простых способов обработки металла являются: а) необходимость перегрева жидкого металла в плавильном агрегате для компенсации падения температуры металла при обработке в ковше; б) ограниченность воздействия на металл.
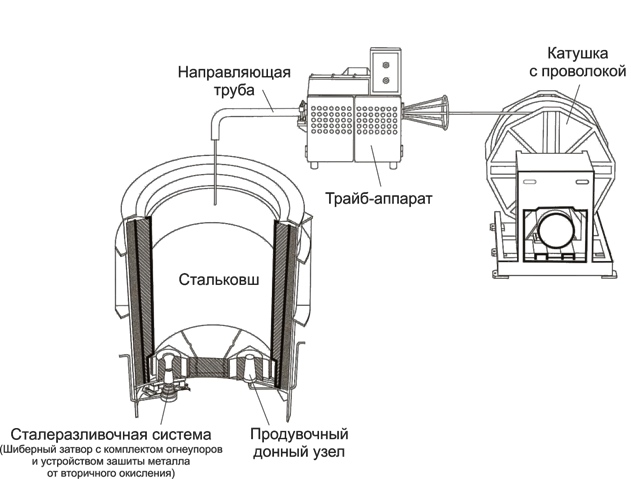
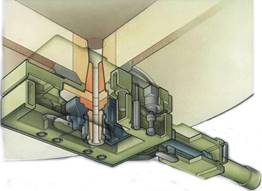
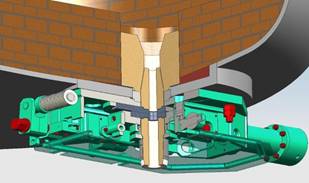
Рис. 1.3 Технологическая схема комплексной внепечной обработки металлов и сплавов
Лучшие результаты воздействия на качество металла достигаются при использовании комбинированных или комплексных способов (рис. 1.3), когда в одном или нескольких последовательно расположенных агрегатах осуществляется ряд операций.
Выбор необходимого оборудования определяется той или иной технологией обработки металла. Несмотря на многоплановость задач, возникающих при решении проблемы повышения качества металла методами вторичной металлургии, используемые при этом приёмы немногочисленны: а) интенсификация процессов взаимодействия металла с жидким шлаком или твёрдыми шлакообразующими материалами путём организации интенсивного перемешивания; б) интенсификация процессов газовыделения путём обработки металла вакуумом или продувкой инертным газом; в) интенсификация процессов взаимодействия с вводимыми в ванну материалами для раскисления и легирования (подбор комплексных раскислителей оптимального состава, введение раскислителей в глубь металла в виде порошков, блоков, с помощью специальной проволоки, искусственное перемешивание с целью облегчения условий удаления продуктов раскисления и т. д.).
1.5 Современные сталеразливочные системы
Системы разливки стали и сплавов комплектуются современными шиберными затворами линейного и поворотного типа с кассетной конструкцией огнеупоров. Применение композитных материалов существенно повышает стойкость огнеупорного комплекта и сокращает время обслуживания. Исключение вторичного окисления предполагает применение различных конструкций устройств защиты, обеспечивающих наилучшее показатели даже без применения защитной трубы [2,3].
Под сталеразливочными системами следует принимать комплекс исполнительных и вспомогательных устройств, осуществляющих автоматическое дозирование расплавленного металла из технологических емкостей (ковши, печи, конвертеры и др.) и обеспечивающих для выполнения данной функциональной цели постоянный и плотный контакт рабочих поверхностей огнеупорных элементов, их самоустановку, своевременную замену расходуемых огнеупорных частей.
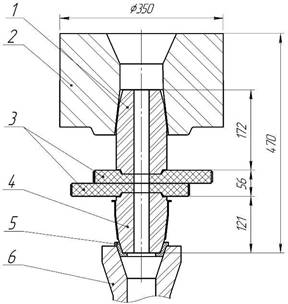
Рис. 1.4 Огнеупорный комплект шиберного затвора: 1 – гнездовой блок, 2 – ковшевой стакан, 3 – шиберные плиты в обечайке, 4 – стакан-коллектор в обечайке, 5 – уплотнительная вставка, 6 – защитная труба
Наиболее ответственными расходными комплектующими сталеразливочных систем являются огнеупорные элементы (рис. 1.4), имеющие различную эксплуатационную стойкость в зависимости от физико-химического состава.
Анализ эволюции развития сталеразливочных систем, позволяет сформулировать требования к шиберным затворам нового поколения:
– многоточечный пружинный механизм равномерного прижатия огнеупорных плит,
– увеличенная долговечность узлов и деталей системы,
– наличие системы фиксации огнеупорных плит,
– минимизация человеческого фактора при эксплуатации системы,
– быстрота и удобство замены огнеупоров.
Применение современных технических решений даёт возможность обеспечить достаточную равномерность приложения прижимного усилия на огнеупорные плиты, обеспечить их самоустановку, компенсировать циклические температурные расширения и износ огнеупорных и металлических деталей затвора, снизить требования к точности изготовления деталей и узлов.
Определено, что требованиям, предъявляемым к шиберным системам последнего поколения соответствуют целый ряд современных моделей зарубежных производителей «Меtacon AG», «Vesuvius», «FloCon», «Interstop»,
«Knoellinger», «Uberzetta», «Sanac» и российского предприятия ООО НПП
«Вулкан ТМ», представленные на рис.1.5 [7,9]. На Украине совместную разработку устройств для дозированного перелива жидкого металла в условиях сталеплавильного производства ведут Донецкий национальный технический университет (ДонНТУ) и НПО «ДОНИКС» [2].
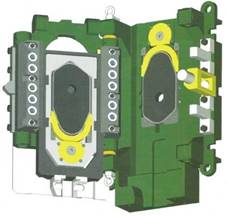
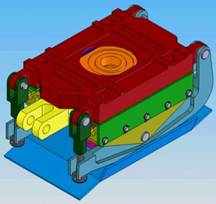
Кассетный затвор с независимыми ползунами Vesuvius (Бельгия)
Кассетный затвор балансирного типа НПО
Кассетный затвор системы LS, Interstop (Швейцария)
Кассетный затвор серии «ВТ», рычажно – балансирный вариант,
НПП «Вулкан-ТМ» (Россия)
Рис. 1.5 Модели шиберных затворов, соответствующих современным требованиям
С целью оптимизации затрат разработан типоразмерный ряд унифицированных двухплитных шиберных затворов серии ВТ и комплектов огнеупорных
изделий в металлических обечайках и бандажах, осуществляется серийная поставка более чем на 20 предприятий РФ и СНГ (Приложение 1).
Таблица 1 – Технические характеристики шиберных затворов серии ВТ
Для чего нужна доменная печь? Конструкция доменной печи, принцип работы и устройство


Принцип работы доменной печи состоит в следующем: в приемную камеру загружается рудная шихта с коксом, известняковым флюсом. В нижней части осуществляется периодический выпуск чугуна/ферросплавов и отдельно расплава шлака. Так как при выпуске уровень материала в домне понижается, требуется одновременная загрузка новых партий шихты.
Процесс работы постоянный, горение поддерживается при контролируемой подаче кислорода, что обеспечивает большую эффективность.
Конструкция доменной печи обеспечивает непрерывный процесс переработки руды, срок эксплуатации домны составляет 100 лет, капитальный ремонт проводится каждый 3-12 лет.
Устройство и принцип работы
Доменная печь представляет собой вертикальную конструкцию шахтного типа, напоминающую конус, расширяющийся книзу. Высота печи может достигать 70 м, рабочий объём — 2700 м³. Суточная производительность домны таких размеров достигает 5000 т чугуна. Основной особенностью работы доменных печей является непрерывность процесса. Работа ведётся круглосуточно и не прекращается до момента капитального ремонта или демонтажа печи, что может занимать период от 3 до 15 лет. Если работу остановить и оставить печь без топлива, произойдёт так называемое «закозление», застывание материалов, находящихся внутри. Запустить вновь печь, остановленную нештатным способом, невозможно. Такая специфика заставляет специалистов постоянно заботиться о соблюдении режима работы установки, но и позволяет получить максимальную производительность.
Читайте также: Мобильный теплый пол или греющий мат под ковер: что это такое и каковы его преимущества?
Материалы, необходимые для реализации доменного процесса:
- Каменноугольный кокс (топливо);
- Железная руда (агломерат, окатыши);
- Флюс (песок, известняк и другие необходимые материалы, организующие подъём шлаков вверх).
Месторождений железной руды, качество которой позволяет без предварительной обработки использовать её в процессе плавки, в мире осталось очень мало. Поэтому в большинстве случаев используется специально подготовленное сырьё — агломерат или окатыши, представляющие собой комки обогащённого рудного материала. Они имеют форму округлых гранул (окатыши) или частиц неправильной формы (агломерат) размером 2–5 см.
Схема устройства доменной печи
Конструкция печи представляет собой массивную вертикальную башню, изнутри выложенную шамотным (огнеупорным) кирпичом. Она установлена на прочном фундаменте, поднятом над нулевым уровнем на определённую высоту. Верхняя, жароустойчивая часть основания называется пнём. Верхушка фундамента имеет горизонтальную площадку — лещадь, которая принимает на себя все динамические и температурные нагрузки, в связи с чем имеет водяное охлаждение. Печь снаружи защищена прочным металлическим кожухом, толщина которого составляет 4–6 см.
Внутренняя часть печи представляет собой конусообразную башню, состоящую из нескольких участков:
- Колошник. Верхний отдел башни, где производится загрузка шихты и выводятся колошниковые газы.
- Шахта (или тахта). Конусообразная часть башни, понемногу расширяющаяся книзу.
- Распар. Самая широкая (средняя) часть башни, в которой происходит начало процессов шлакообразования и плавления сырья. Температура в этом участке составляет от 1400°.
- Заплечики. Относительно короткий участок в виде конуса, сужающегося в нижней части. В нём происходит окончательное плавление металла. Температура в этом участке составляет 1600–1900°.
- Горн. Нижняя часть башни, где расположены отверстия для подачи воздуха (фурмы). Там же располагаются чугунная и шлаковая летки (отверстия для выпуска чугуна и шлака). Днище горна — это верхняя часть фундамента (лещадь).
С помощью засыпного аппарата в колошник подаются шихта и флюс. По мере расплава и вывода чугуна и шлака материалы опускаются вниз, а их место занимают новые порции. Газы, образующиеся во время протекания химических процессов, выводятся посредством трубопроводов, размещённых в колошниковой части башни. Они имеют высокую температуру и используются для нагрева свежего потока, поступающего в домну для наддува. Нагрев производится в кауперах — установках, осуществляющих забор свежего воздуха, нагрев в теплообменных устройствах и подачу горячего воздуха в печь.
Фото доменной печи


Фото 2

Фото 3

Фото4

Фото 5
Кто изобрел?
Современную доменную печь изобрел Дж. Б. Нилсон, который первым начала подогревать воздух, подаваемый в домну, произошло то в 1829 г., а в 1857 г. Э. А. Каупер ввел в использование специальные регенеративные воздухонагреватели.
Это позволило сильно снизить расход кокса более, чем на треть и повысить эффективность работы печи. До этого первые доменные печи фактически были сыродутными, то есть в них вдувался не обогащенный и не подогретый воздух.
Использование кауперов, то есть регенеративных воздухонагревателей, позволило не только повысить эффективность домны, но и снизить или вовсе исключить закозление, что наблюдалось при нарушениях технологии. Можно смело утверждать, что это изобретение позволило довести процесс до совершенства. Современные домны работают именно по этому принципу, хотя их управление сегодня автоматизировано и обеспечивает большую безопасность.
Читайте также: Эковата — свойства, способы нанесения, производители







Литература и источники
- Бабарыкин Н. Н. Теория и технология доменного процесса. — Магнитогорск: ГОУ ВПО «МГТУ», 2009. — С. 15. — 257 с.
- Карабасов Ю. С., Черноусов П. И., Коротченко Н. А., Голубев О. В. Металлургия и время: энциклопедия. Т. 6. Металлургия и социум. Взаимное влияние и развитие. — Москва: Изд. Дом МИСиС, 2014. — 224 с. — ISBN 978-5-87623-536-7.
- Толковый металлургический словарь. Основные термины / Под ред. В. И. Куманина. — М.: Рус. яз., 1989. — 446 с. — ISBN 5-200-00797-6.
- Ефименко Г. Г., Гиммельфарб А. А., Левченко В. Е. Металлургия чугуна. — Киев.:Выща школа, 1988. — 352 с.
- Ферсман А. Е. Занимательная геохимия. — М.: Детгиз, 1954. — 486 с.
- Рамм А. Н. Современный доменный процесс. — Москва.:Металлургия, 1980. — 303 с.
- Товаровский И. Г. Доменная плавка. 2-е издание.- Днепропетровск: «Пороги», 2009.-768 с.
- Андронов В. Н. Экстракция черных металлов из природного и техногенного сырья. Доменный процесс. — Донецк: Норд-Пресс, 2009.-377 с. — .
- Г. Н. Еланский, Б. В. Линчевский, А. А. Кальменев Основы производства и обработки металлов. Москва 2005 г.
Доменный процесс
Современные печи для плавки чугуна обеспечивают примерно 80 % от общего количества чугуна, с разливочных площадок он сразу подается в электроплавильные либо мартеновские цеха, где и происходит переделка черного металла в сталь с требуемыми качествами.
Из чугуна получают чушки, отправляемые затем производителям для отливки их в вагранках. Для слива шлака и чугуна используются специальные отверстия, называемые летки. Однако в современных печах применяются не отдельные, а один общий леток, разделяемый специальной жароупорной плитой на каналы для подачи чугуна и шлака.
Как работает домна?

Доменный процесс полностью зависит от избытка углерода в полости печи, он заключается в термохимических реакциях, протекающих внутри при загрузке всех компонентов и их нагреве.
Температура в доменной печи может составлять 200-250°С непосредственно под колошником и до 1850-2000°С в активной зоне – распаре.
При подаче в печь горячего воздуха и розжиге кокса в домне повышается температура, начинается процесс разложения флюса, в результате чего повышается содержание углекислого газа.
При понижении столба материала в шихте происходит восстановление монокисла железа, в нижней части столба из FeO восстанавливается чистое железо, стекающее в горн.
По мере стекания железо активно контактирует с углекислым газом, происходит насыщение металла и придание ему требуемых свойств. Общее содержание углерода в железе может составлять от 1,7%.









Пылеулавливание и очистка доменных газов
Колошниковый газ при работе на руде выносит до 170 кг пыли на 1 т чугуна. При работе на агломерате и повышенном давлении на колошнике вынос пыли уменьшается в 3—5 раз. Для эффективного сжигания и в целях предупреждения засорения топочных устройств газ очищают от пыли. Чем сложнее устройства для сжигания газа, тем тщательнее должна быть очистка.
Очистку обычно производят в три стадии: грубую — до содержания пыли 4—1 г/м3, полутонкую 0,8—0,1 г/м2 и тонкую —
Грубая очистка в двух последовательно расположенных сухих пылеулавливателях (см. рис
. 3) удаляет около 80% пыли. После этого газ поступает в скруббер (рис
. 5) мокрой полутонкой -очистки, а из него с содержанием 0,8—0,2 г/м3 пыли — в мокрые динамические газоочистители (дезинтеграторы) или электрофильтры.
Дезинтегратор (рис.
6) —мощный вентилятор, засасывающий газ из скруббера. На его валу укреплен диск с лопастями и консольными стержнями — бичами. Последние при вращении диска входят в промежутки между неподвижными бичами, укрепленными на корпусе машины. Лопасти захватывают газ из двух боковых подводов, бичи перемешивают его с водой, непрерывно подаваемой по сифонным трубам. Влажная пыль отбрасывается в сливной канал, а газ вместе с водяным туманом подается лопастями вентилятора в выходное отверстие средней камеры. Капли воды отбрасываются на стенки и стекают вниз, в сливную трубу, а очищенный газ выходит по газоотводу. Производительность дезинтегратора 80000 м3/ч. Содержание пыли на выходе составляет около 0,1—0,02 г/м3 при расходе воды 0,5—0,6 л/м3 газа.
Читайте также: Летняя кухня своими руками: удачные проекты, варианты обустройства и правила постройки (100 фото + видео)
Для тонкой газоочистки применяют также трубчатые электрофильтры, обычно совмещенные со скруббером мокрой полутонкой газоочистки. Осадительными электродами служат круглые или шестигранного сечения трубы диаметром 150—300 мм и длиной 3000— 4000 мм. Вода, орошающая насадки скруббера, стекает в отстойник. Производительность каждого такого агрегата составляет 40000 м3/ч; содержание пыли снижается от 0,07—0,2 г/м3 при расходе воды 4— 3,5 л/м3 и электроэнергии 0,55 кВтХч на 1000 м3 газа.
Схемы доменной печи
Схемы доменной печи в разрезе (разные варианты):

Схема 1

Схема 2

Схема 4

Схема 5
Основные физико-химические процессы
: горение топлива, восстановит. и газодинамич. процессы, теплообмен, образование чугуна, шлакообразование. Осн. количество кокса опускается в горн и сгорает вместе с дополнительно вдуваемым топливом (газообразным, жидким или пылевидным) у фурм; в упрощённом виде суммарный процесс горения сводится к реакции: 2C+O2=2CO. Газы с темп-рой 1600–2300 °C, содержащие 35–45% СО, 1–12% Н2 и 45–65% N2, поднимаясь, нагревают опускающуюся шихту (темп-pa выходящих из печи газов составляет 100–300 °C). Часть кокса расходуется на восстановление поступающих в доменную печь Fe2O3 и Fe3O4 (содержащихся в железорудных материалах) по реакциям:
Помимо оксидов железа почти полностью восстанавливаются оксиды Ni, Cu, As, P и соответствующие элементы переходят в чугун; оксид цинка также полностью восстанавливается, цинк возгоняется и отлагается в порах футеровки, вызывая её частичное разрушение. Элементы, образующие более прочные соединения с кислородом, чем Fe, восстанавливаются из оксидов частично (V – 75–90%, Мn – 40–80%, Si и Ti в небольших количествах) или совсем не восстанавливаются (Al, Mg и Са). S (вредная примесь) попадает в доменную печь в осн. с коксом и переходит большей частью в шлак (в виде FeS, MnS, CaS), в малой степени (до 5%) в чугун (FeS) и в газовую фазу. Образовавшееся железо поглощает С в твёрдом состоянии, что способствует снижению темп-ры плавления науглероженного продукта и более полному насыщению его углеродом. Содержание С в чугуне зависит от темп-ры чугуна, его состава и др. Шлак состоит из оксидов: SiO2, Al2O3, СаО, MgO (в сумме 90–95%), FeO (0,3–1,0%).
Д. п. – экологически безопасный, высокотехнологичный энерго- и ресурсосберегающий процесс; расход энергоносителя составляет 16–17 ГДж/т чугуна, а с учётом использования вторичных энергоресурсов – 12–13 ГДж/т чугуна; расход наиболее дефицитного компонента шихты (каменноугольного кокса) – 300–350 кг/т чугуна, при этом используется 100–150 кг заменителей кокса.
Устройство домны
Конструкция домны очень сложная, это большой комплекс, который включает в себя следующие элементы:

- зона горячего дутья;
- зона плавления (сюда входят горн и заплечики);
- распар, то есть зона, где происходит восстановление FeO;
- шахта, где происходит восстановление Fe2O3;
- колошник с предварительным нагревом материала;
- загрузка шихты и кокса;
- доменный газ;
- зона, где находится столб материала;
- выпуски для шлака и жидкого чугуна;
- сбор для отходящих газов.
Высота доменной печи может достигать 40 м, вес – до 35 000 тон, вместимость рабочей зоны зависит от параметров комплекса.
Точные значения зависят от загрузки предприятия и его назначения, требований к объемам получаемого металла и прочих параметров.
Более подробный вариант устройства:

Разряды ремонта домны
Для поддержания рабочего состояния домны регулярно проводится капитальный ремонт (каждый 3-15 лет). Он разделяется на три вида:
- Первый разряд включает в себя работы по выпуску продуктов плавления, осмотру оборудования, занятого в технологическом процессе.
- Второй разряд – это полная замена элементов оборудования, подлежащего средним ремонтным работам.
- Третий разряд требует полной замены устройства, после чего выполняется новая засыпка сырья с правкой колошников.
Системы и оборудование
Доменная печь – это не только установка для получения чугуна, но и многочисленные вспомогательные узлы. Это система подачи шихты и кокса, отвод шлака, расплавленного чугуна и газов, система автоматического управления, кауперы и многое другое.
Принципы работы печи остались такими же, как и столетия назад, но современные компьютерные системы и автоматизация производства сделали домну более эффективной и безопасной.
Кауперы
Современное устройство доменной печи предполагает использование каупера для нагрева подаваемого воздуха. Это установка циклического действия из жаростойкого материала, которое обеспечивает нагрев насадки до 1200°С.
Каупер включает при остывании насадки до 800-900°С, что позволяет обеспечить беспрерывность процесса, снизить расход кокса и повысить общую эффективность конструкции.
Читайте также: Изоспан: инструкция по применению для пола в деревянном доме
Ранее такое устройство не применялось, но начиная с 19 в. оно является обязательно частью домны.
Количество батарей кауперов зависит от размеров комплекса, но обычно их не менее трех, что делается с расчетом на возможную аварию и сохранение работоспособности.
Колошниковый аппарат
Колошниковый аппарат – эта часть является наиболее ответственной и важной, включающей в себя три газовых затвора, действующих по согласованной схеме.

Цикл работы этого узла выглядит следующим образом:
- в исходном положении конус поднят, он преграждает выход, нижний конус опущен;
- скип загружает в колошник шихту;
- вращающаяся воронка поворачивается и пропускает сырье через окна на малый конус;
- воронка возвращается в исходное положение, закрывая окна;
- малый конус опускается, загрузка проходит в межконусное пространство, после чего конус поднимается;
- большой конус принимает исходное положение, выпуская шихту в полость домны для переработки.
Скип
Скипы – это специальные подъемники шихты. При помощи таких подъемников калошей из скиповой ямы захватывается сырье, подаваемое наверх по наклонной эстакаде.
Затем калоши опрокидываются, подавая шихту в загрузочную область, и возвращаются вниз за новой порцией. Процесс этот сегодня осуществляется автоматически, для управления используются специальные компьютеризированные узлы.
Фурмы и летки
Сопло фурмы печи направлено в ее полость, через него можно наблюдать течение процесса плавки. Для этого через специальные воздуховоды монтируются гляделки с жаростойкими стеклами. На срезе давление может достигать значения в 2,1-2,625 МПа.
Летки используются для слива чугуна и шлака, сразу после выпуска они плотно запечатываются специальной глиной. Раньше использовались пушки, которые выстраивали пластичным глиняным ядром, сегодня применяются дистанционно управляемые пушки, которые могут подходить к конструкции вплотную. Такое решение дало возможность снизить травматичность и аварийность процесса, сделать его более надежным.









ДОМЕННОЕ ПРОИЗВОДСТВО
Технический прогресс в доменном производстве характеризуется строительством новых мощных высокомеханизированных и автоматизированных печей, а также реконструкцией действующих печей, их модернизацией в соответствии с современными достижениями технологии выплавки чугуна. Современные крупные доменные печи имеют объем 3200 — 5000 м3, производительность 7000 — 11000 т чугуна в сутки, после задувки работают непрерывно в течение 5 — 10 лет.
Технологическая задача доменного производства сводится к получению чугуна из железной руды путем восстановления железа из кислородных соединений и его науглероживания. Сырьем современного доменного производства являются железорудный агломерат или окатыши, каменноугольный кокс и добавки (флюсы). Последние облегчают плавление пустой породы и других примесей к руде. Доменный процесс протекает при температуре 1600 — 1700 °С.
Доменная печь (рис. 43) представляет собой вертикальную печь шахтного типа. Ее высота до 35 — 40 м, примерно в 2,5 раза больше диаметра. Стенки и основание печи выкладывают из огнеупорных материалов. Для повышения стойкости огнеупорной кладки в ней устанавливают (примерно на ¾ высоты печи) металлические холодильники, по которым циркулирует вода. Расход её для крупных печей составляет до 70000 м3 в сутки. Кладка печи снаружи заключена в стальной кожух.
| Рис. 43. Доменпая печь (схема). 1. засыпной аппарат; 2. газоотводы; 3. защитные плиты; 4. огнеупорная кладка; 5. стальной кожух; 6. кольцевые- площадки; 7. холодильники-шахты; 8. опорное кольцо; 9. кольцевой воздухопровод; 10. ось чугунной летки; 11. фурменный, рукав; 12. рабочая площадка; 13. колонна; 14. летка для чугуна; 15. холодильник; 16. летка для шлака. |
К вспомогательным устройствам, обеспечивающим работу печи, относятся: шихтовые дворы, оборудованные погрузочно-разгрузочпыми устройствами; бункерные эстакады с вагонами-весами для автоматического взвешивания шихтовых материалов; подъемные механизмы, доставляющие емкости (скипы) с шихтой к загрузочному аппарату доменной печи; воздухонагреватели и другие устройства для осуществления горячего дутья; литейный двор, разливочные машины и др.
Отделение шихтоподачи доменного производства представляет собой галерею, в которой двухрядно размещены сырьевые бункеры. Подача из них железорудных материалов в доменную печь осуществляется с различной степенью механизации и автоматизации. Во вновь строящихся доменных цехах используется автоматическая конвейерная система шихтоподачи: при герметичном укрытии всех пылящих узлов и конвейера металлическим кожухом. Из-под укрытия с помощью единой мощной аспирационной системы, оборудованной трехступенчатой пылеочисткой, воздух с высокой степенью очистки удаляется в атмосферу.
Наиболее распространена другая технология подачи шихты в домну. Из бункеров шихта (агломерат, кокс, флюсы) с температурой 300 — 600 ºС загружается в передвигающиеся под эстакадой вагоны-весы, из которых сырье ссыпается в вагонетку (скип). Скип по наклонной плоскости лебедкой поднимается на колошник, опрокидывается, и материал через засыпной аппарат загружается в шахту домны. Предупреждение выбивания доменного газа достигается устройством специального колошникового затвора.
Доменная печь работает по принципу противотока: навстречу опускающимся материалам снизу вверх движется поток горячих газов, образующихся при сгорании топлива (кокса), а также природного газа. Для поддержания процесса горения через так называемые фурмы, расположенные в верхней части горна, вдувается горячий воздух. Его расход составляет около 4000 м3 на 1 т металла. В нижней части горна собирается расплавленный чугун. Выпуск чугуна производится через чугунную лётку, представляющую собой узкий канал в кладке металлоприемника, заполненный огнеупорной массой. Для выпуска чугуна в ней пробивается отверстие, которое затем снова заделывается специальной глиной. Одна или две шлаковые лётки располагаются несколько выше чугунной, так как более легкий шлак плавает на поверхности чугуна. Эти лётки запираются металлическими пробками с помощью машиношлакового стопора.

Выпускаемый из доменных печей жидкий чугун по системе открытых желобов заливается в ковш емкостью до 100 т и более, далее из ковшей чугун разливается в емкости меньшею объема. В современных доменных печах разливка чугуна производится на разливочных машинах. Доставляемый чугун выливается постепепно в желоб машины, а из него в движущиеся по конвейерной ленте мульды. Для ускорения процесса остывания и затвердения чугуна мульды могут орошаться водой. В конце конвейера при повороте мульд чашки выгружаются из них на железнодорожные платформы и вывозятся из цеха.
Для предотвращения приваривания чугуна к мульдам их перед заливкой орошают известковым молоком.
Кроме разлива чугуна в мульды, жидкий чугун используют на некоторых заводах для переделки в сталь в сталеплавильных печах. В этом случае расплавленный чугун сливается в специальные приемники (миксеры), из которых наливается в ковши, подаваемые к сталеплавильным печам. Шлак в большинстве случаев выпускается в специальные вагоны-ковши и отвозится в отвал или идет на грануляцию.
Выпуск чугуна и шлака производится периодически. На печах старой конструкции чугун выливают 5 — 6 раз в сутки, а шлак — примерно в 3 раза чаще.
На новых большегрузных доменных печах достигнута столь высокая степень интенсификации плавки, что число выпусков чугуна возросло до 15 — 18 раз в сутки, практически приблизив этот процесс к непрерывному. Операции по вскрытию и заделке чугунной лётки на таких печах полностью механизированы и осуществляются соответственно с помощью бурмашины и пушек с дистанционным управлением.
В процессе плавки выделяется огромное количество доменного газа, который беспрерывно удаляется из домны через газоотводы в колошнике доменной печи. В крупных печах объемом 3000 — 3200 м3 в сутки выделяется 15 — 17 млн. м3 газа. Доменный газ высокотоксичен, так как содержит от 26 до 32% оксида углерода. Кроме того, он сильно запылен (до 15 г пыли на 1 м3 газа). После очистки от пыли доменный газ используют как топливо для нагрева, подаваемого в домну наружного воздуха, водяных и паровых котлов и в других нагревательных производственных установках. Колошниковая пыль передается на агломерацию.
Условия труда в доменном производстве. Микроклиматические условия в доменном производстве чрезвычайно разнообразны. Рабочие, занятые на рудном дворе и бункерной эстакаде, работая на открытом воздухе, подвергаются воздействию метеорологических условий в соответствии с особенностями климата, сезона и конкретных погодных условий. Горновые и их подручные, разливщики чугуна на разливочных машинах в теплый период года работают в условиях нагревающего микроклимата. Средняя температура воздуха на большинстве рабочих мест колеблется в пределах 32 — 37 °С, повышаясь во время выпуска металла на 5 — 9 °С по сравнению с исходной. Интенсивность инфракрасного излучения подвержена значительным колебаниям, при ряде операций она составляет 350 — 10000 Вт/м2. В сочетании со значительными физическими нагрузками, связанными с выполнением ручных операций, такие условия приводят к напряжению терморегуляции. Так, например, у горновых, шлаковщиков температура тела в такие периоды работы может повышаться до 37,5 — 38 °С; происходит учащение частоты сердечных сокращений до 120 — 135 ударов в 1 мин; увеличивается частота дыхания до 30 — 40 в 1 мин. Влагопотери могут составлять 5 — 6 и более литров за смену.
В зимнее время температура на литейном дворе регистрируется в пределах от -3 до 10 °С, нередко в сочетании с ветром. Резкие перепады температуры до 15 — 18 °С в холодный период, сочетающиеся с большими скоростями воздушных потоков, наблюдаются в пределах рабочей зоны бригады горновых.
Работы по загрузке доменных печей шихтовыми материалами характеризуются выделением в воздух больших количеств пыли. Высокая запыленность воздуха создается в подбункерных помещениях при заполнении вагонов-весов и скипа рудой, флюсами, и особенно агломератом, при грохочении кокса, при обдувке механизмов.
Как уже упоминалось, в последние годы вместо агломерата в доменном производстве все более широкое применение получают окатыши, которые, в частности, обладают повышенной механической прочностью, что позволяет ожидать уменьшения пылевыделений в отделениях шихтоподачи. Однако специальные исследования показали, что запыленность воздуха рабочей зоны при использовании окатышей оказалась в 1,5 — 2 раза выше, чем при использовании агломерата. Это объясняется тем, что пылеобразующие фракции окатышей имеют более мелкодисперсный состав. Таким образом, широкое применение окатышей делает еще более актуальной проблему борьбы с пылью в доменных цехах. Большое количество пыли выделяется при выгрузке колошниковой пыли из пылеуловителей. Состав пыли доменных цехов аналогичен таковому на агломерационных фабриках. На литейном дворе в пыли преобладают частицы графита, выделяющиеся из чугуна и шлака.
Доменный цех отличается наибольшим числом газоопасных мест, к ним относятся колошниковые площадки, площадки шахты печей, пылеуловители, места сушки ковшей, рабочие площадки горновых и их помощников, различные участки собственно газового хозяйства. Степень опасности подобных мест определяется концентрацией оксида углерода (как составной части доменного газа). Благодаря внедрению системы профилактических мероприятий — герметизации коммуникаций, автоматизации подачи газа, нормализации сжигания газов, рациональной вентиляции и др., а также благодаря совершенной системе контроля острые отравления оксидом углерода практически ликвидированы. Вместе с тем на ряде участков в условиях небольшого превышения предельно допустимой концентрации составляющих доменного газа в воздухе рабочей зоны не исключены хронические отравления оксидом углерода.
Все работы по обслуживанию доменной плавки являются опасными в отношении травматизма — ожогов искрами и брызгами расплавленного металла, выбивающимися из печи горячими газами при замене фурм, раскаленным металлом при уборке скрепа.
Яркость расплавленного металла и шлака, смотровых глазков, фурм значительно превышает переносимые уровни и характеризуется выраженным слепящим эффектом.
Как сделать доменную печь своими руками?
Нюансы
Производство чугуна является высокорентабельным бизнесом, но наладить изготовление черного металла без серьезных финансовых инвестиций невозможно. Доменная печь своими руками в «кустарных условиях» – это просто нереализуемо, что связано со многими особенностями:
- крайне высокая стоимость домны (такие расходы могут себе позволить исключительно крупные комбинаты);
- сложность конструкции, несмотря на то, что чертеж доменной печи можно найти в свободном доступе (выше схемы), собрать полноценный агрегат для производства чугуна не получится;
- физлица и ИП не могут заниматься деятельностью по изготовлению чугуна, на это просто никто не выдаст лицензию;
- залежи сырья для черной металлургии практически исчерпаны, окатышей или агломерата в свободной продаже нет.
Но в домашних условиях можно собрать имитацию печи (мини-доменную печь), при помощи которой можно плавить металл.
Но работы эти требуют максимального внимания и крайне не рекомендуются при отсутствии опыта. Зачем может потребоваться изготовление подобной конструкции? Чаще всего – это обогрев для теплицы или дачи с максимально эффективно используемым топливом.
Инструменты и материалы
Для изготовления конструкции в домашних условиях, надо приготовить:
- металлическая бочка (можно заменить на трубу с большим диаметром);
- два отрезка трубы круглого сечения с меньшим диаметром;
- отрезок швеллера;
- листовая сталь;
- уровень, ножовка по металлу, рулетка, молоток;
- инвертор, набор электродов;
- кирпичи, глиняный раствор (необходимы для фундамента конструкции).
Все работы надо проводить только на улице, так как процесс достаточно грязный и требующий наличия свободного пространства.
Пошаговая инструкция
- На приготовленной заготовке в виде бочки срезается верх (его следует оставить, так как он понадобиться дальше).
- Из стали вырезается круг с диаметром, меньшим чем диаметр бочки, в нем делается отверстие для трубы.
- Труба аккуратно приваривается к кругу, внизу сваркой крепятся отрезки швеллера, которые будут придавливать топливо во время работы печи.
- Крышка печи изготавливается из отрезанного ранее дна бочки, в котором делается отверстие для закладного люка с дверкой. Также необходимо сделать дверку, через которую будут удаляться остатки золы.
- Печь обязательно устанавливается на фундамент, так как в процессе работы она очень сильно нагревается. Для этого сначала устанавливается бетонная плита, затем выкладывается несколько рядов из кирпича, образующих углубление в центре.
- Для отвода продуктов сгорания монтируется дымоходная труба, диаметр прямой части будет больше, чем диаметр корпуса печи (требуется для лучшего отвода газов).
- Отражатель не является обязательным элементом конструкции, но его использование позволяет повысить КПД печи.
Особенности конструкции
Особенностями такой самостоятельно изготовленной печи являются:
- уровень КПД хороший;
- есть возможность работы в автономном режиме до 20 часов;
- в печи происходит не активное горение, а тление с постоянным выделением тепла.
Главным отличием «бытовой» доменной печи будет ограничение доступа воздуха к камере сгорания, то есть тление дров или угля будет происходит при низком уровне кислорода. По схожему принципу работает и промышленная домна, но бытовая применяется только для отопления, плавить металл в ней нельзя, хотя температура внутри камеры будет достаточной.
Стоимость на примере КПД №7
Изготовление доменных печей – это ресурсозатратный и дорогой процесс, который нельзя поставить на поток. Так как домны применяются исключительно в промышленности, их проектирование и сборка осуществляются под конкретный металлургический комплекс, включающий в себя многие объекты и узлы внутренней инфраструктуры. Такая ситуация наблюдается не только в РФ, но и в других странах мира, имеющих собственные объекты металлургии.
Стоимость изготовления и монтажа доменной печи достаточно высокая, что связано со сложностью выполнения работ. Примером может случить большой доменный комплекс №7 под названием «Россиянка», установленный в 2011 году. Его стоимость составила 43 млрд. рублей, к производству были привлечены лучшие инженеры РВ и стран зарубежья.

Читайте также: Водяной и электрический теплый пол в гараже своими руками
Комплекс включает в себя следующие узлы:
- приемное устройство для руды;
- приточные станции бункерной эстакады и центрального узла;
- бункерная эстакада;
- компрессорная станция (установлена на литейном дворе);
- установка для вдувания пылеугольного топлива;
- утилизационная ТЭЦ;
- центр управления и административный корпус;
- литейный двор;
- домна;
- воздухонагревательные блоки;
- насосная станция.

Новый комплекс обеспечивает производство более 9450 тонн чугуна в сутки, полезный объем печи равен 490 куб.м, а рабочей – 3650 куб.м. Конструкция домны обеспечивает безотходное и экологически чистое производство чугуна, в качестве побочных продуктов получают доменный газ для ТЭЦ и шлак, используемый в дорожном строительстве.
Источник https://eti.su/articles/over/over_1662.html
Источник https://optombrand.ru/utepliteli/domennoe-proizvodstvo.html

