Эксплуатация оборудования. Качество эксплуатации
49. ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ — эксплуатация АС, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ввода АС в эксплуатацию.
4.4 промышленная эксплуатация: Режим эксплуатации, при котором систему измерений используют по назначению — результаты измерений системы применяют для расчетных операций между сдающей и принимающей сторонами или для оперативного учета в пределах одной компании.
Смотри также родственные термины:
21. Промышленная эксплуатация установки по переработке ОЯТ — эксплуатация установки по переработке ОЯТ, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ее ввода в эксплуатацию.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Полезное
Смотреть что такое «ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ» в других словарях:
Промышленная эксплуатация — Commercial operation эксплуатация атомной станции, безопасность и соответствие проекту которой подтверждены испытаниями на этапе ввода в эксплуатацию. Термины атомной энергетики. Концерн Росэнергоатом, 2010 … Термины атомной энергетики
промышленная эксплуатация — — [Е.С.Алексеев, А.А.Мячев. Англо русский толковый словарь по системотехнике ЭВМ. Москва 1993] Тематики информационные технологии в целом EN operation and maintenance phase … Справочник технического переводчика
Промышленная эксплуатация установки по переработке отработавшего ядерного топлива — Промышленная эксплуатация установки по переработке ОЯТ эксплуатация установки по переработке ОЯТ, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ее ввода в… … Официальная терминология
Промышленная эксплуатация установки по переработке ОЯТ — 21. Промышленная эксплуатация установки по переработке ОЯТ эксплуатация установки по переработке ОЯТ, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ее ввода в… … Словарь-справочник терминов нормативно-технической документации
ОПЫТНО-ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ — 35. ОПЫТНО ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ этап ввода АС в эксплуатацию от энергетического пуска до приемки АС в промышленную эксплуатацию. Источник: ПНАЭ Г 01 011 97: Общие положения обеспечения безопасности атомных станций 4.3 опытно промышленная… … Словарь-справочник терминов нормативно-технической документации
опытно-промышленная эксплуатация — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN pilot operation … Справочник технического переводчика
эксплуатация — 3.2 эксплуатация: Стадия жизненного цикла изделия (горки), на которой реализуется, поддерживается и восстанавливается его качество (работоспособное состояние). Источник: ГОСТ Р 52604 2006: Аквапарки. Водные горки высотой 2 м и выше. Безопасность… … Словарь-справочник терминов нормативно-технической документации
Эксплуатация объекта ЯТЦ — 55. Эксплуатация объекта ЯТЦ деятельность, направленная на достижение безопасным образом цели, для которой был создан объект ЯТЦ. Источник: НП 016 2000: Общие положения обеспечения безопасности объектов ядерного топливного цикла (ОПБ ОЯТЦ) … Словарь-справочник терминов нормативно-технической документации
Эксплуатация объекта ЯТЦ промышленная — 58. Эксплуатация объекта ЯТЦ промышленная эксплуатация объекта ЯТЦ в соответствии с проектными пределами и условиями, определенными проектом и подтвержденными испытаниями на этапах ввода объекта ЯТЦ в эксплуатацию. Источник: НП 016 2000: Общие… … Словарь-справочник терминов нормативно-технической документации
Промышленная революция — У этого термина существуют и другие значения, см. Промышленная революция (значения). История технологий По периодам и регионам: Неолитическая революция Древние технологии Египта Наука и технологии древней Индии Наука и технологии древнего Китая… … Википедия
Эксплуатация оборудования. Качество эксплуатации
Эксплуатация оборудования – совокупность процессов по использованию машины по назначению и осуществление мероприятий по максимальному сохранению и восстановлению свойств установленных нормативно технической документацией.
Эксплуатация включает в себя: использование по назначению, транспортировка, монтаж/демонтаж, техническое обслуживание, хранение
Эксплуатационные свойства оборудования
Основные эксплуатационные свойства:
1. Технический уровень защиты машины — оценивается эксплуатационно технические показатели, которые характеризуют соответствие машины ее функциональному назначению
2. Надежность – характеризует способность конструкции машины находиться в работоспособном состоянии сохраняя.
3. Технологичность – определяет степень приспособленности к конкретной конструкции машины к изготовлению, ремонту и эксплуатации
4. Эстетичность – характеризует организованность форм и линий, симметричность расположения масс и т.п
5. Эргономичность – отражают качество машины в системе человек-машина-среда, степень приспособленности конструкции машины к человеку.
6. Уровень стандартизации – отражает степень приспособленности машины к её изготовлению и ремонту
7. Экономичность – характеризует затраты на разработку(изготовление), эксплуатацию машины.
Основные задачи эксплуатации
Эксплуатация оборудования – совокупность процессов по использованию машины по назначению и осуществление мероприятий по максимальному сохранению и восстановлению свойств установленных нормативно технической документацией.
+ основными задачами эксплуатации оборудования является использование, сохранение и восстановление эксплуатационных свойств машины
Основные виды отказов оборудования
Отказ-это нарушение работоспособности объекта при которой система или элемент перестает выполнять свои функции.
а) по характеру изменения параметров объекта (постепенный, внезапный)
б) в связи с отказами других объектов (независимый, зависимый)
в) стадии возникновения причины отказа (конструкционный, производственный, эксплуатационный, деградационный)
г) устойчивости неработоспособности (самоустраняющийся, перемежающийся)
д) способу обнаружения (явный, скрытый)
Причины изменения тех.состояния оборудования
Основные причины: 1) изнашивание 2) пластические деформации и разрушения 3) усталостные разрушения 4) коррозия 5)старение
трение сопровождается изнашиванием
Виды трения: 1)Жидкостное(полное разделение слоем смазки) 2)Полужидкостное (масляной слой несет полную нагрузку, но не предохраняет трущиеся поверхности от трения) 3)Граничное (трущ.поверхности разделены слоем смазки до 10микрон) 4) Полусухое (обсорбированная пленка обрывается частями и наблюдаются несколько видов трения)
Изломы-полное разрушение детали
Виды изломов: 1) сухой (мгновенное разрушение сигма больше сигмы допускаемой ) 2) вязкий (возникает превышение) 3) усталостый (характеризуется накоплением усталостых напряжений в детали, зависит от срока службы, при знакопеременных напряжениях)
Деформация – изменение размеров детали под действием пластических деформаций (прогиб вала) приводит к нарушению соосности валов.
Абразивный износ – возникает в результате попадания продуктов износа; повышение шероховатости .
Производственная эксплуатация
Выбор и рациональное использование оборудования
Техническая эксплуатация
подготовка машин к эксплуатации
соблюдение требований нормативно технических документаций
техническое обслуживание и ремонт
хранение и консервация
Подготовка оборудования к эксплуатации
После монтажа на фундаменте новой или поступившей из капитального ремонта (при ремонте средних и тяжелых металлорежущих станков и кузнечно-прессовых машин снимать станину с фундамента не рекомендуется) машины производят наладку и испытание ее на холостом ходу и под нагрузкой, проверку норм точности и сдачу в эксплуатацию.
Номенклатура и методика проверки норм точности регламентируются ГОСТами и техническими условиями на оборудование.
После испытания смонтированного оборудования на холостом ходу следует устранить все замеченные недостатки и неисправности и после повторного испытания испытать под нагрузкой. Если недостатки выявляются и при испытании под нагрузкой, то их устраняют и повторяют испытание.
Испытания на холостом ходу и под нагрузкой проводит специально назначенная комиссия, в которую, как правило, входят представители монтажной организации и завода-потребителя оборудования. Рекомендуется в состав комиссии включать и представителя завода-изготовителя (особенно при монтаже опытных образцов оборудования, а также крупных уникальных станков, гидравлических и механических прессов).
Читать статью Требования безопасности к производственному оборудованию — Студопедия

После каждого испытания составляется акт, в котором отмечаются все выявленные недостатки и намечаются сроки их устранения. Во время испытания кривошипных или гидравлических прессов, предназначенных для горячей штамповки, проверяется и технологическое оборудование, работающее с ними: нагревательные печи, транспортные средства (манипуляторы и др.).
11. Монтаж оборудования (виды работ) Виды работ: 1. Подготовительные 2. Производственные 3. Заключительные
Подготовительные работы – подготовка документации, разработка тех процесса мотнажа, составление графиков использования рабочего оборудования, подготовка монтажной площадки, выгрузка деталей, проверка комплектности
Производственные работы – процесс сборки
Заключительные работы – наладка, обкатка, ввод в эксплуатацию
ВИДЫ РЕМОНТА ОБОРУДОВАНИЯ
Для поддержания оборудования в работоспособном состоянии и восстановление его тех характеристик системой устанавливают след виды работ:
1)Тех Обслуживание(ТО) – комплекс операций по поддержанию работоспособности или исправности изделия в процессе использования его по назначению при ожидании, хранении и транпортировке.
2)Текущий ремонт (Т) -комплекс операций по восстановлению исправности или работоспособности оборудования, восстановление ресурса борудования в целом или его состаных частей. Различают плановый(принудительный) и неплановый (по потребности).
3)Кап ремонт (К)- комплекс значительных работ по улучшению состояния оборудования
Техническая диагностика
Техническая диагностика — область знаний, охватывающая теорию, методы и средства определения технического состояния объекта. Назначение технической диагностики в обшей системе технического обслуживания — снижение объема затрат на стадии эксплуатации за счет проведения целевого ремонта.
Техническое диагностирование — процесс определения технического состояния объекта. Оно подразделяется на тестовое, функциональное и экспресс-диагностирование.
Периодическое и плановое техническое диагностирование позволяет:
· выполнять входной контроль агрегатов и запасных узлов при их покупке;
· свести к минимуму внезапные внеплановые остановки технического оборудования;
· управлять старением оборудования.
Комплексное диагностирование технического состояния оборудования дает возможность решать следующие задачи:
· проводить ремонт по фактическому состоянию;
· увеличить среднее время между ремонтами;
· уменьшить расход деталей в процессе эксплуатации различного оборудования;
· уменьшить объем запасных частей;
· сократить продолжительность ремонтов;
· повысить качество ремонта и устранить вторичные поломки;
· продлить ресурс работающего оборудования на строгой научной основе;
· повысить безопасность эксплуатации энергетического оборудования:
· уменьшить потребление ТЭР.
В зависимости от технических средств и диагностических параметров, которые используют при проведении диагностирования, можно составить следующий неполный список методов диагностирования: · органолептические методы диагностирования, которые основаны на использовании органов чувств человека (осмотр, ослушивание); · вибрационные методы диагностирования, которые основаны на анализе параметров вибраций технических объектов; · акустические методы диагностирования, основанные на анализе параметров звуковых волн, генерируемых техническими объектами и их составными частями; · тепловые методы; сюда же относятся методы диагностирования, основанные на использовании тепловизоров; · трибодиагностика; · диагностика на основе анализа продуктов износа в продуктах сгорания; · Метод акустической эмиссии; · радиография; · магнитопорошковый метод; · вихретоковый метод; · ультразвуковой контроль; · капиллярный контроль; · методы параметрической диагностики.
· Электродиагностический контроль. Сфера применения — электродвигатели, электромагнитные клапаны, катушки, кабели, трансформаторы. Различают статические и динамические испытания электроагрегатов.
· специфические методы для каждой из областей техники (например, при диагностировании гидропривода широко применяется статопараметрический метод, основанный на анализе задросселированного потока жидкости; в электротехнике применяют методы, основанные на анализе параметров электрических сигналов, в сложных многокомпонентных системах применяют методы диагностирования по стохастическим отклонениям параметров от их осредненных значений и т. д.).
Ультразвукова́я дефектоскопи́я
Ультразвукова́я дефектоскопи́я — методоснованный С.Я. Соколовым, позволяющийосуществлять поиск дефектов в материале изделия путём излучения и принятия ультразвуковыхколебаний, отраженных от внутреннихнесплошностей (дефектов), и дальнейшего анализаих амплитуды, времени прихода, формы и других характеристик с помощью специальногооборудования — ультразвукового дефектоскопа. Является одним из самых распространенныхметодов неразрушающего контроля.
Существующие акустические методы неразрушающего контроля подразделяют на две большие группы — активные и пассивные.
Активные методы контроля подразумевают под собой излучение и приём акустических волн.
· Эхо-метод или эхо-импульсный метод — наиболее распространённый: преобразователь генерирует колебания (то есть выступает в роли генератора) и он же принимает отражённые от дефектов эхо-сигналы (приёмник). Данный способ получил широкое распространение за счёт своей простоты, так как для проведения контроля требуется только один преобразователь, следовательно при ручном контроле отсутствует необходимость в специальных приспособлениях для его фиксации (как, например, в дифракционно-временном методе) и совмещении акустических осей при использовании двух преобразователей. Кроме того, это один из немногих методов ультразвуковой дефектоскопии, позволяющий достаточно точно определить координаты дефекта, такие как глубину залегания и положение в исследуемом объекте (относительно преобразователя). · Зеркальный или Эхо-зеркальный метод — используются два преобразователя с одной стороны детали: сгенерированные колебания отражаются от дефекта в сторону приёмника. На практике используется для поиска дефектов расположенных перпендикулярно поверхности контроля, например трещин.
· Дифракционно-временной метод — используется два преобразователя с одной стороны детали, расположенные друг напротив друга. Если дефект имеет острые кромки (как, например, трещины) то колебания дифрагируют на концах дефекта и отражаются во все стороны, в том числе и в сторону приёмника. Дефектоскоп регистрирует время прихода обоих импульсов при их достаточной амплитуде. На экране дефектоскопа одновременно отображаются оба сигнала от верхней и от нижней границ дефекта, тем самым можно достаточно точно определить условную высоту дефекта. Способ достаточно универсален, позволяет производить ультразвуковой контроль на швах любой сложности, но требует специального оборудования для фиксации преобразователей, а также дефектоскоп, способный работать в таком режиме. Кроме того, дифрагированные сигналы достаточно слабые.
· Дельта-метод — разновидность зеркального метода — отличается механизмом отражения волны от дефекта и способом принятия сигнала. В диагностике
используется для поиска специфично расположенных дефектов. Данный метод очень чувствителен к вертикально-ориентированным трещинам, которые не всегда удаётся выявить обычным эхо-методом.
· Ревербационный метод — основан на постепенном затухании сигнала в объекте контроля. При контроле двухслойной конструкции, в случае качественного соединения слоёв, часть энергии из первого слоя будет уходить во второй, поэтому ревербация будет меньше. В обратном случае будут наблюдаться многократные отражения от первого слоя, так называемый лес. Метод используется для контроля сцепления различных видов наплавок, например баббитовой наплавки с чугунным основанием. Основным недостатком данного метода является регистрация дефектоскопом эхо-сигналов от границы соединения двух слоёв. Причиной этих эхо-сигналов является разница скоростей упругих колебаний в материалах соединения и их различное удельное акустическое сопротивление. Например на границе баббит-сталь возникает постоянный эхо-сигнал даже в местах качественного сцепления. В силу конструкционных особенностей некоторых изделий, контроль качества соединения материалов ревербационным методом может быть невозможен именно из-за наличия на экране дефектоскопа эхо-сигналов от границы соединения.
· Акустическая микроскопия благодаря повышенной частоте ввода ультразвукового пучка и применению его фокусировки, позволяет обнаруживать дефекты, размеры которых не превышают десятых долей миллиметра. Широкое применение в промышленности затруднено в связи с крайне низкой производительностью метода. Данный метод подходит для исследовательских целей, диагностике, а также радиоэлектронной промышленности. · Когерентный метод — по сути является разновидностью Эхо-импульсного метода. Помимо двух основных параметров эхо-сигнала, таких как амплитуда и время прихода, используется дополнительно фаза эхо-сигнала. Использование когерентного метода, а точнее нескольких идентичных преобразователей, работающих синфазно. При использовании специальных преобразователей, таких как преобразователь бегущей волны или его современный аналог — преобразователь с фазированной решёткой. Исследования применимости данного метода к реальным объектам контроля ещё не завершены. Метод находится на стадии научно-исследовательских изысканий.
Читать статью Трубы, арматура и оборудование для газопроводов — купить оборудование для монтажа газопроводов
Ультразвуковой контроль не разрушает и не повреждает исследуемый образец, что является его главным преимуществом. Возможно проводить контроль изделий из разнообразных материалов, как металлов, так и неметаллов. Кроме того можно выделить высокую скорость исследования при низкой стоимости и опасности для человека (по сравнению с рентгеновской дефектоскопией) и высокую мобильность ультразвукового дефектоскопа.
Рентгеновская дефектоскопия
Основана на способности рентгеновского и гамма – излучения проникать через металлы и фиксировать на фотопленке дефекты, встречающиеся на пути.
Рентгеновская дефектоскопия осуществляется пропусканием рентгеновских лучей через контролируемое изделие и получением изображения на чувствительной рентгеновской плёнке после её фотообработки.
В монтажных условиях применяют рентгеновские аппараты двух видов: с постоянной нагрузкой и импульсные (частота вспышек 0,2-15 Гц). С помощью рентгеновской дефектоскопии обнаруживаются продольные и поперечные трещины, имеющие раскрытие от 0,05 мм и выше, направление которых совпадает с направлением просвечивания, непровары и несплавления сплошные и прерывистые в корне, по кромкам шва и между слоями наплавленного металла, вольфрамовые и шлаковые включения, поры и др.
Виды смазочных материалов
Сма́зочные материа́лы — твёрдые, пластичные, жидкие и газообразные вещества, используемые в узлах трения автомобильной техники, индустриальных машин и механизмов, а также в быту для снижения износа, вызванного трением.
Виды и типы смазочных материалов В зависимости от характеристик материалов кинематической пары, для смазки могут быть использованы жидкие (например, минеральные, синтетические и полусинтетические масла) и твёрдые (фторопласт, графит, дисульфид молибдена) вещества.
По материалу основы смазки делятся на:
· минеральные — в их основе лежат углеводороды, продукты переработки нефти
· синтетические — получаются путём синтеза из органического и неорганического (например, силиконовые смазки) сырья
· органические — имеют растительное происхождение (например: касторовое масло, пальмовое масло)
Смазки могут иметь комбинированную основу.
Минеральные(нефтяные) масла
Нефтяные масла — жидкие смеси высококипящих (высокомолекулярных) углеводородов (температура кипения 300—600 °C), главным образом алкилнафтеновых и алкилароматических, получаемые переработкой нефти.
В основу системы классификации и обозначения нефтяных масел положены их кинематическая вязкость(устанавливается в нормативно-технической документации) и эксплуатационные свойства[1].
По способу производства делятся на дистиллятные, остаточные и компаундированные, получаемые соответственно дистилляцией нефти, удалением нежелательных компонентов из гудронов, депарафинизации, гидрочисткой или смешением дистиллятных и остаточных. В последнее время получил распространение метод преобразования исходного нефтяного сырья в более ценные продукты гидрокрекингом — получаемые в таком производстве масла, при значительно более низкой себестоимости, приближаются по свойствам к синтетическим.
Способ очистки и назначение минеральных масел указываются в маркировке. Буквенные обозначения масел делят по:
· Л — легкое, маловязкое
· С — среднее, маловязкое
· Т — тяжелое, высоковязкое
· способу очистки · А — адсорбционной очистки · В — выщелоченное (обработанное только раствором щелочи) · Г — гидроочищенное
· К — кислотной очистки
· С — очищенное с применением селективных растворителей
· П — с присадками (легированное)
· Д — дизельное · И — индустриальное · М — моторное · Т — турбинное, трансформаторное, трансмиссионное
Маркировка обычно представляет собой набор из 1—3 букв и номера:
1. Первая буква определяет назначение масла
2. Вторая буква (может отсутствовать) определяет способ его очистки
3. Третья буква (может отсутствовать) определяет наличие присадок в нём
4. Номер определяет вязкость масла
Консистентные смазки
Консистентные или пластичные смазки сегодня широко используются в тех узлах, в которых конструктивно не предусмотрено использование жидких смазочных средств. Такие смазки проявляются в зависимости от нагрузки свойства твердого тела или жидкости. Состав консистентных смазок: жидкое масло, твердый загуститель, присадки и различные добавки. Такая консистенция образует структурный каркас, состоящий из ячеек, в которых удерживается масло, или дисперсионная среда.
ДОСТОИНСТВА КОНСИСТЕНТНОЙ СМАЗКИ:
— удерживается, не выдавливается, не вытекает из узлов трения,
— широкий температурный диапазон применения,
— обладают хорошими консервационными свойствами,
— обладают хорошей герметизирующей способностью.
Консистентная смазка способна удерживать продукты коррозийного и механического износа, увеличивающие скорость разрушения трущихся поверхностей. Обеспечивают плохой отвод тепла от деталей, которые смазываются.
Твердые смазочные материалы
Твердые смазочные материалы — это материалы, у которых характерная особенность в том, что при работе они остаются в агрегатном состояние (то есть способны сохранять свои объем и форму в определенном интервале температур и давлений). Обеспечение эффективного режима смазки механизмов, особенно при ударных нагрузках, прерывистых движениях, невозможна без применения твердых смазочных материалов. Они способны работать в более широком диапазоне температур, чем жидкие смазки.
Их достоинства заключаются в том, что они способны работать при температурах, приближенных к комнатным и инертны по отношению к пластикам (полиэтилен, полиамид), используемым в конструкциях машин и деталей.
Все твердые материалы делят на некоторые группы: структурные смазки; протекторные механические смазки; мыла; химически активные смазки; экспериментальные смазки;
Структурные смазки – графит, десульфид молибдена, тальк, слюда, вермикулит, а также соли неорганические. Все они обладают смазочными свойствами из-за слоистой структуры кристаллической решётки. Также существуют вещества с другой структурой, обладающие низким сопротивлением сдвигу (AgCl, CuCl и AgL). Но у них имеется один недостаток, они обеспечивают низкий коэффициент трения недолго. Через небольшой промежуток времени, вследствие удаления пленки вещества, коэффициент трения повышается. Структурные смазки закрепляются на поверхностях трущихся деталей и попадают в их глубину, при этом внешнее трение между поверхностями заменяется внутренним трением между слоями твердой структурной смазки.
Протекторные механические смазки – металлы и пластмассы. Эффективность определяется их способностью к упорядоченному износу. Образуют на трущихся поверхностях непрерывную пленку, постепенно пленка снашивается, а износ основных трущихся поверхностей предотвращается. Металлические пленки имеют преимущество перед пластмассовыми, они могут работать при более высоких скоростях, нагрузках и температурах.
Мыла. Мыла применяют в виде готовых твердых смазок и в виде соединений, образующихся на трущихся поверхностях в результате взаимодействия жирных кислот и металла в процессе работы. Смазочное действие мыла в значительной степени зависит от его температуры плавления, это хорошо заметно при сравнении смазочного действия натрия и алюминия.
Химически активные смазки. К ним относятся противозадирные присадки и различные химические вещества, добавляемые к маслам или применяемые в газообразном виде. Они взаимодействуют с металлической поверхностью, в результате чего образуется смазочный слой. Так, дисульфид молибдена может образовываться на поверхности металла, в состав которого входит молибден, в результате реакции молибдена с
газообразным сероводородом при температуре около 300 °С. В качестве химически активных смазочных материалов применяют также фосфаты, хлориды и окислители.
Читать статью Статья 13. Экспертиза промышленной безопасности КонсультантПлюс
Экспериментальные смазки. Большинство из них засекречено, так как они применяются в ракетах и в других видах вооружения, изготавливаемого по программам министерства обороны. Комбинации различных тугоплавких материалов обеспечивают необходимую смазку в течение коротких периодов времени при весьма высоких температурах. К этой группе смазочных материалов следует отнести и стекло, однако по механизму действия оно сильно отличается от других смазочных материалов, поскольку при рабочей температуре размягчается и в той или иной степени обеспечивает гидродинамический режим смазывания.
Система смазки машин.
Существует: индивидуальная и централизованная
Индивидуальная — смазку подводят к каждой трущейся паре (часто применяемое, раз в день).
Централизованная — одно смазочное устройство обеспечивает смазку нескольких трущихся пар в разных местах машины.
Системы смазки машины классифицируются:
1) по времени действия (периодическое и непрерывное)
2) по способу подачи смазки (принудительная и беспринудительная)
3) по характеру циркуляции (циркуляционные, проточные, смешанные)
Выбор смазочных материалов.
Руководящим документом по выбору смазочных материалов является карта смазки, состоящая из: 1) Схемы смазки 2) Спецификации
Схема смазки — чертеж с обозначением залива и слива смазки, маслоуказатели, масленки и другие смазочные.
Спецификация — содержит в себе: 1)порядковый номер точек смазки
2) наименование смазываемого узла(детали)
3) кол-во точек смазки
5) тип смазочного материала(его марка)
6) начальное кол-во смазки
7) способ режима смазки
Эксплуатация оборудования. Качество эксплуатации
Эксплуатация оборудования – совокупность процессов по использованию машины по назначению и осуществление мероприятий по максимальному сохранению и восстановлению свойств установленных нормативно технической документацией.
Эксплуатация включает в себя: использование по назначению, транспортировка, монтаж/демонтаж, техническое обслуживание, хранение

Последнее изменение этой страницы: 2019-04-11; Просмотров: 2169; Нарушение авторского права страницы
lektsia.com 2007 — 2022 год. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав! (0.032 с.) Главная | Обратная связь
Производственная эксплуатация оборудования
Под производственной эксплуатацией понимают стадию жизненного цикла оборудования, заключающуюся в его использовании по назначению. В стадию жизненного цикла оборудования входят следующие этапы: прием, монтаж, ввод в эксплуатацию, организация эксплуатации, служба в течение определенного срока, амортизация, хранение, выбытие оборудования.
Прием оборудования, поступившего от заводов-изготовителей на предприятие, производится комиссиями. Для основного оборудования председателем комиссии является главный инженер — заместитель руководителя предприятия, членами — главный механик, главный бухгалтер (бухгалтер) и руководитель подразделения по принадлежности оборудования, а также представители Гостехнадзора — для приема оборудования опасных производств. Остальное (неосновное) оборудование принимается комиссией, члены которой хорошо знакомы с устройством и эксплуатацией принимаемого оборудования.
«Система технического обслуживания и ремонта общепромышленного оборудования : Справочник»
Комиссии несут ответственность за строгое и точное соблюдение правил приемки оборудования, в том числе:
- — выявление внешних дефектов;
- — проверка фактической комплектности оборудования и технической документации;
- — сохранение оборудования в целостности;
- — проверка качества изготовленного оборудования и материалов.
При приеме оборудования должна быть обеспечена правильная его разгрузка с железнодорожных платформ и вагонов, грузовых автомобилей и других видов транспорта. Для этой цели у места приема оборудования должны быть оборудованы постоянные механизированные средства или предварительно устроены и доставлены для временного использования специальные разгрузочные средства.
Акты приема-передачи оборудования, полностью оформленные и подписанные всеми членами комиссии, передаются в бухгалтерию предприятия для балансового учета, где оборудованию присваивается инвентарный номер.
Инвентарный номер может присваиваться оборудованию как пообъектно, так и на группу оборудования, входящего в состав инвентарного объекта.
Система технического обслуживания и ремонта общепромышленного оборудования : Справочник
Монтаж оборудования является последним предэксплуатационным периодом, когда могут быть выявлены и устранены явные и частично скрытые дефекты изготовления и сборки оборудования. Монтажные работы должны быть выполнены таким образом, чтобы не увеличивать количество оставшихся в оборудовании скрытых дефектов.
Для оборудования, монтаж которого должен производиться или заканчиваться только на месте применения, работы необходимо выполнять в соответствии со специальной инструкцией по монтажу, пуску, регулировке и обкатке изделия на месте применения.
Процесс монтажа включает работы, качество которых может быть проверено только перед началом выполнения последующих работ. В этом случае приемка выполненных работ, предусмотренная разделом инструкции «Сдача в эксплуатацию смонтированного изделия», осуществляется путем оформления промежуточной приемки с составлением акта на так называемые скрытые работы и приложением его к окончательной приемо-сдаточной документации, если инструкцией не предусмотрено контрольное вскрытие сборочной единицы.
«Система технического обслуживания и ремонта общепромышленного оборудования : Справочник»
При описании пуска (опробования) в процессе приемки смонтированного оборудования следует указать:
- — материальное обеспечение пуска, порядок осмотра и проведения подготовительных операций перед пуском;
- — порядок проверки исправности составных частей оборудования и готовность его к пуску;
- — порядок включения и выключения оборудования;
- — оценку результатов пуска.
Система технического обслуживания и ремонта общепромышленного оборудования : Справочник
Принятое оборудование передается ОГМ в соответствующий цех (подразделение) для его дальнейшей эксплуатации. При этом на оборудование масляной краской наносится инвентарный номер и заводится паспорт.
Нумерацию оборудования следует вести по порядково-серийной системе, позволяющей определять его принадлежность к определенной классификационной группе основных фондов. Инвентарные номера указываются в первичных документах, на основании которых отражается движение основных фондов (поступление, внутреннее перемещение, выбытие и т. д.).
«Система технического обслуживания и ремонта общепромышленного оборудования : Справочник»
Так же на каждую единицу основного оборудования составляется паспорт в одном экземпляре. Он содержит основные технические данные оборудования, сведения о его местонахождении, сведения о проведении плановых и аварийных ремонтов, которые записываются в хронологическом порядке.
Паспорта должны храниться в подразделениях в порядке инвентарных номеров оборудования. При перемещениях оборудования из одного цеха в другой соответственно передаются паспорта.
Система технического обслуживания и ремонта общепромышленного оборудования : Справочник
Эксплуатация оборудования должна осуществляться в соответствии с требованиями Правил технической эксплуатации (ПТЭ), Правил промышленной (производственной) безопасности (ППБ), ГОСТ и СНиП, в которых изложены основные организационные и технические требования к эксплуатации оборудования. Вся действующая на предприятии нормативно-техническая документация (НТД) по эксплуатации оборудования должна соответствовать требованиям указанных документов. У каждого оборудования существует свой срок службы.
Сроки службы оборудования — это календарная продолжительность (годы и месяцы) периода, в течение которого использование оборудования считается полезным.
Сроки полезного использования основных фондов установлены постановлением Правительства РК от 1 января 2002 № 1. Согласно этому постановлению все основные фонды сведены в десять амортизационных групп, для каждой из которых установлены сроки службы. Полный перечень отнесенного к амортизационным группам оборудования приведен состав амортизационных групп представлен в табл. 1.
Похожие записи:
- 15 станков для малого бизнеса в гараже. Оборудование для производства на дому
- Производители строительного оборудования России — список крупнейших предприятий
- Рейтинг компаний, Комплектующие и запчасти для промышленного оборудования
- Применение газового топлива в промышленных печах — Основы газоснабжения
ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ | это. Что такое ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ?
Организация эксплуатации, технического обслуживания и ремонта оборудования
Данный стандарт предназначен для проведения работ по организации эксплуатации, техническому. обслуживанию и ремонту оборудования.
Стандарт разработан отделом обслуживания оборудования.
1 Область применения
Настоящий стандарт устанавливает порядок поступления нового оборудования в производство и его последующего обслуживания, регламентирования планирования и проведения ремонтов, ведения записей.
Стандарт распространяется на все участки основного производства и вспомогательные подразделения.
2 Нормативные ссылки
В настоящем стандарте использованы следующие руководящие и методические документы:
- «Типовая система технического обслуживания и ремонта метало- и деревообрабатывающего оборудования. Министерство станкостроительной и инструментальной промышленности экспериментальной НИИ металлорежущих станков M1988 г.
- СТП СМК. Закупки. Порядок приема закупленной продукции на склады предприятия, хранения и выдачи в производство.
- СМК. Инструкция Управление процессами. Действия в нештатных ситуациях.
- Инструкция по утилизации отходов.
- Изготовление образцов изделий на основном производстве.
3 Определения
В настоящем стандарте использованы следующие термины и определения
1) Технологическое оборудование основное — токарные станки и токарные автоматы, обрабатывающие центры, фрезерные станки, шлифовальные станки, сверлильные станки, пресса, линии поверхностного монтажа, стенды контроля и другое оборудование, используемое для изготовления продукции.
2) Технологическое оборудование вспомогательное – оборудование (грузоподъемные механизмы, станки и т.п.), используемое для поддержания основного оборудования в исправном состоянии (ремонт, изготовление запасных частей и т.п.).
3) Техническая эксплуатация технологического оборудования совокупность организационно-технических мероприятий по использованию, техническому обслуживанию технологического оборудования и надзору за ним, направленных на предупреждение преждевременного износа деталей, узлов и механизмов, а также его содержание в состоянии, соответствующем установленным требованиям.
4) Использование технологического оборудования – непосредственная эксплуатация (применение) оборудования производственным персоналом для выполнения технологических процессов (операций) в соответствии с режимами, заданными в НД на изготовление продукции.
5) Техническое обслуживание технологического оборудования – комплекс работ, выполняемых производственным персоналом во взаимодействии с ремонтными службами, в целях обеспечения его исправности и работоспособности в период между текущими ремонтами (осмотры, профилактические работы, замена смазки и рабочего инструмента и т.п.) в соответствии с инструкциями по эксплуатации.
6) Надзор за состоянием технологического оборудования текущее ежемесячное наблюдение и оценка состояния оборудования, а также, соблюдение правил по эксплуатации и технического обслуживания, осуществляемые рабочим (оператором), производственными мастерами в целях предупреждения преждевременного выхода оборудования из строя.
7) Надзор за состоянием технологического оборудования ПЕРИОДИЧЕСКИЙ — плановые и внеплановые проверки службой отдела обслуживания оборудования, состояния эксплуатируемого оборудования и технического обслуживания оборудования в цехах основного и вспомогательного производства в целях поддержания его характеристик в соответствии с установленными требованиями.
8) Для обеспечения постоянной технической готовности оборудования предусматриваются следующие виды предупредительного обслуживания и ремонта:
- Плановое техническое обслуживание ТО1
- Плановое техническое обслуживание TО2
- Текущий ремонт ТР
9) Техническое обслуживание и ремонт (ТОиР) технологического оборудования — выполнение в плановом порядке работ на деталях, узлах, механизмах оборудования с целью восстановления технических характеристик, предусмотренных в ГОСТах или заданных в условиях заводов-изготовителей и обеспечение его работоспособности и требуемой технологической точности до очередного ремонта.
10) Ремонтный цикл — это повторяющаяся совокупность различных видов технического обслуживания, выполняемых в предусмотренной последовательности через установленные, равные числа часов оперативного времени работы оборудования, называемые межремонтными периодами.
11) Структура ремонтного цикла — это перечень видов технического обслуживания, входящих в его состав, расположенных в последовательности их выполнения, рекомендуемого большинством заводов изготовителей оборудования.
12) Техническое обслуживание ТО1 — это операция планово-технического обслуживания выполняемая с целью проверки всех узлов оборудования и накопления информации об износе деталей и изменении характера их сопряжений, необходимых-для подготовки предстоящих ремонтов. Выполняется по заранее составленному плану, как правило, без разборки узлов, визуально или с помощью средств технической диагностики. При осмотре может производиться устранение мелких неисправностей (приложение А).
13) Техническое обслуживание TО2 — это плановое обслуживание, выполняемое для обеспечения или восстановления работоспособности оборудования и состоящее в замене и (или) восстановлении отдельных частей (приложение Б).
14) Текущий ремонт ТР — это ремонт, выполняемый для восстановления исправности и полного восстановления ресурса оборудования с заменою или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, до восстановления точностных характеристик оборудования, выполняемый в объеме, установленном в нормативно-технической документации. перечень работ в приложении В.
15) Ремонт капитального характера PK — это ремонт, выполняемый для восстановления полной Исправности и полного восстановления ресурсов оборудования с заменой или восстановлением всех частей и комплектующих, включая базовые, до восстановления точностных характеристик, выполняемый в объеме, установленном в нормативно-технической документации. Перечень работ приведен в приложении Г.
В ходе проведения технического обслуживания TО2 выявляется необходимость проведения PK , с составлением акта и дефектной ведомости.
В случае невозможности проведения PK силами ремонтной службы 000, ремонт осуществляется сторонней организацией, с заключением договора и выделением бюджетных средств на проведение PK. (Стоимость ремонтных работ закладывается в бюджет косвенных расходов следующего года.)
16) Аварийный ремонт (АР) — это ремонт вследствие отказа оборудования, вызванный нарушением правил технической эксплуатации.
4 Обозначения и сокращения
- АР — аварийный ремонт
- БТД — бюро технической документации
- ГОО — группа обслуживания оборудования
- Дпр — дирекция по производству
- ЛИО -лист изготовления образцов
- НД –нормативная документация
- ОГТ -отдел главного технолога
- ООО -отдел обслуживания оборудования
- ОГЭ -отдел главного энергетика
- РИУ -ремонтно-инструментальный участок
- СМК –система менеджмента качества
- СТП -стандарт предприятия
- СЭМ — система экологического менеджмента
- ТД — техническая документация
- ТО — техническое обслуживание
- ТОИР — техническое обслуживание и ремонт
- ТР — текущий ремонт
- РК — ремонт капитального характера
- ПКИ — покупные комплектующие изделия.
- ЦС — центральный склад
- ЦФО — центр финансовой ответственности
5 Общие положения
Основными задачами, решаемыми в ходе технической эксплуатации и ремонта технологического оборудования, являются:
- обеспечение качественного и своевременного межремонтного технического обслуживания оборудования, усиление роли и ответственности эксплуатационного персонала производственных цехов в обеспечении эффективной, ритмичной работы технологического оборудования, разработка и внедрение мероприятий по совершенствованию технического обслуживания оборудования;
- анализ надежности оборудования и обоснование потребности в запасных частях, и их своевременное наличие;
- повышение квалификации и уровня специализации ремонтного персонала.
Ответственность за организацию эксплуатации, технического обслуживания и ремонтов оборудования несет Заместитель директора по производству.
Ответственными за выполнение ремонтов, проведение и верификацию наладок оборудования являются начальники цехов, группы обслуживания оборудования, а также группы электроники и анализа неисправностей (в соответствии с должностными инструкциями).
Ответственным за правильную эксплуатацию оборудования является обслуживающий персонал предприятия, непосредственно выполняющий на данном оборудовании предусмотренные техпроцессы (операции).
6 Приемка нового оборудования в эксплуатацию
6.1 По вновь прибывшему оборудованию, кладовщик центрального склада, после идентификации принадлежности к центру финансовой ответственности (ЦФО) согласно Плану инвестиционных расходов и оприходования по товарной накладной «ТОРГ -12»‚ в течение 1 дня сообщает об этом службам Технического директора, главного инженера, и дирекции по производству. Комиссия в составе представителей центрального склада, группы обслуживания оборудования, отдела обслуживания оборудования, совместно с лицом, принимающим оборудование на ответственное хранение, проводит анализ состояния упаковки (тары), ее целостности, а также проверяется комплектность оборудования согласно документации комплектности (комплектовочная ведомость, товаротранспортная накладная, спецификация к договору поставки).
Работник центрального склада в течение 1 дня оформляет «Акт приема объекта основных средств на ответственное хранение» в 3-х экземплярах с подписями сдатчика основного средства (центральный склад) и получателя, на чьей площади будет храниться до ввода в эксплуатацию основное средство (начальник цеха). Одновременно в Акте представитель ЦФО ставит отметки о планируемых работах и сроках выполнения. Один экземпляр Акта направляется работником ЦС в бухгалтерию.
Читать статью Программное обеспечение для производства: назначение, виды и цели
6.2 Установка оборудования в цехе и подключение необходимых коммуникаций производится на основании утвержденной планировки и плана мероприятий работниками ГОО, ООО и ОГЭ или подрядными организациями.
6.3 Техническая документация на новое оборудование регистрируется в Журнале, и хранится в архивах ГОО, 000 по территориальному нахождению оборудования. При поставке с оборудованием документации в единственном экземпляре, работники технического бюро 000 или ГОО обязаны создать рабочую копию. При необходимости перевода с иностранного языка технической документации — разместить заявку на перевод ТД.
6.4 Проведение пусконаладочных работ осуществляется представителями Поставщика оборудования. ответственным за организацию данных работ является Заместитель директора по производству, или Директор по производству.
По завершении пуско-наладочных работ производится сдача технологического оборудования в эксплуатацию с оформлением Акта приемки пусконаладочных работ, совместно с представителями Поставщика с одной стороны и представителями цеха, ООО и ОГТ с другой стороны.
Оформленный надлежащим образом Акт приемки пусконаладочных работ является основанием для оформления Акта ввода в эксплуатацию нового оборудования, который должен быть представлен в бухгалтерию в течение 10 рабочих дней. В случае невозможности эксплуатации оборудования (отсутствие готовности подготовки производства, необходимости дополнительной оснастки и т.п.) представитель ЦФО делает соответствующие отметки в «Акте приема объекта основных средств на ответственное хранение» с указанием предполагаемого срока ввода в эксплуатацию.
При отсутствии необходимости проведения пусконаладочных работ на оборудовании, Акт ввода в эксплуатацию нового оборудования должен быть представлен в бухгалтерию в течение 10 рабочих дней с момента готовности оборудования к эксплуатации.
В процессе проведения пусконаладочных работ фирмой поставщиком, рабочая группа, в составе представителей ОГТ, ООО и цеха, детально изучает работу оборудования, производит рабочие настройки, осуществляет проверку работы (соответствие требованиям) путем выпуска опытных образцов и проверку соответствия паспортным данным. Результаты по выпуску опытных образцов фиксируются в чек-листе. Работа металлообрабатывающего оборудования оценивается и фиксируется в соответствии с положением по проверке оборудования на соответствие требованиям по точности. Инициатором запуска опытных образцов деталей является цех и представитель ОГТ. В случае получения удовлетворительных результатов, оборудование принимается в эксплуатацию.
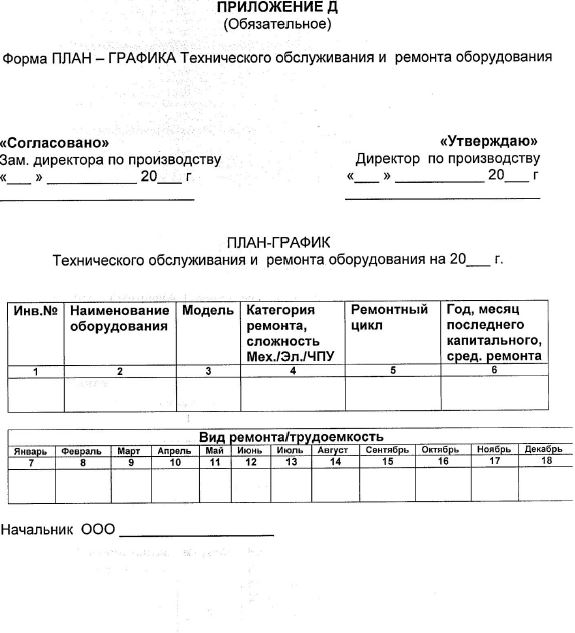
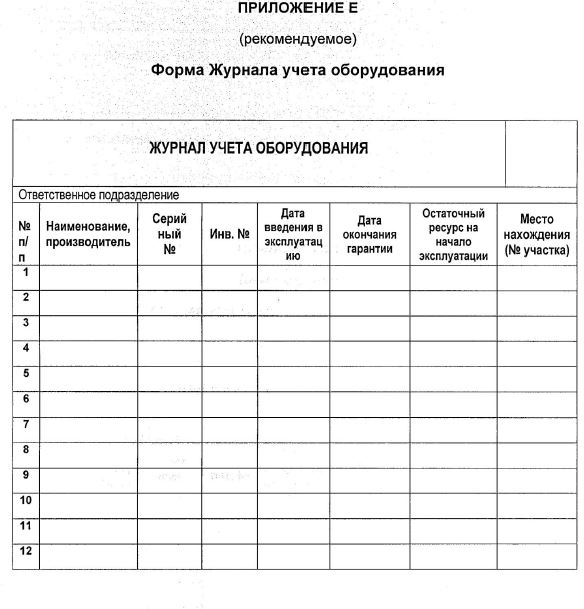
После оформления Акта ввода в эксплуатацию нового оборудования цехом-владельцем и присвоения оборудованию инвентарного номера бухгалтерией, ООО или ГОО включает данное оборудование в План- график технического обслуживания и ремонта оборудования (ТОиР) (Приложение Д) и в Журнал учета оборудования (Приложение Е) на текущий год.
7 Планирование и проведение ТОиР, внеплановые ремонты
7.1 Планирование ТОиР осуществляется с учетом рекомендаций разработчика оборудования и общего времени работы единицы оборудования с момента её ввода в эксплуатацию.
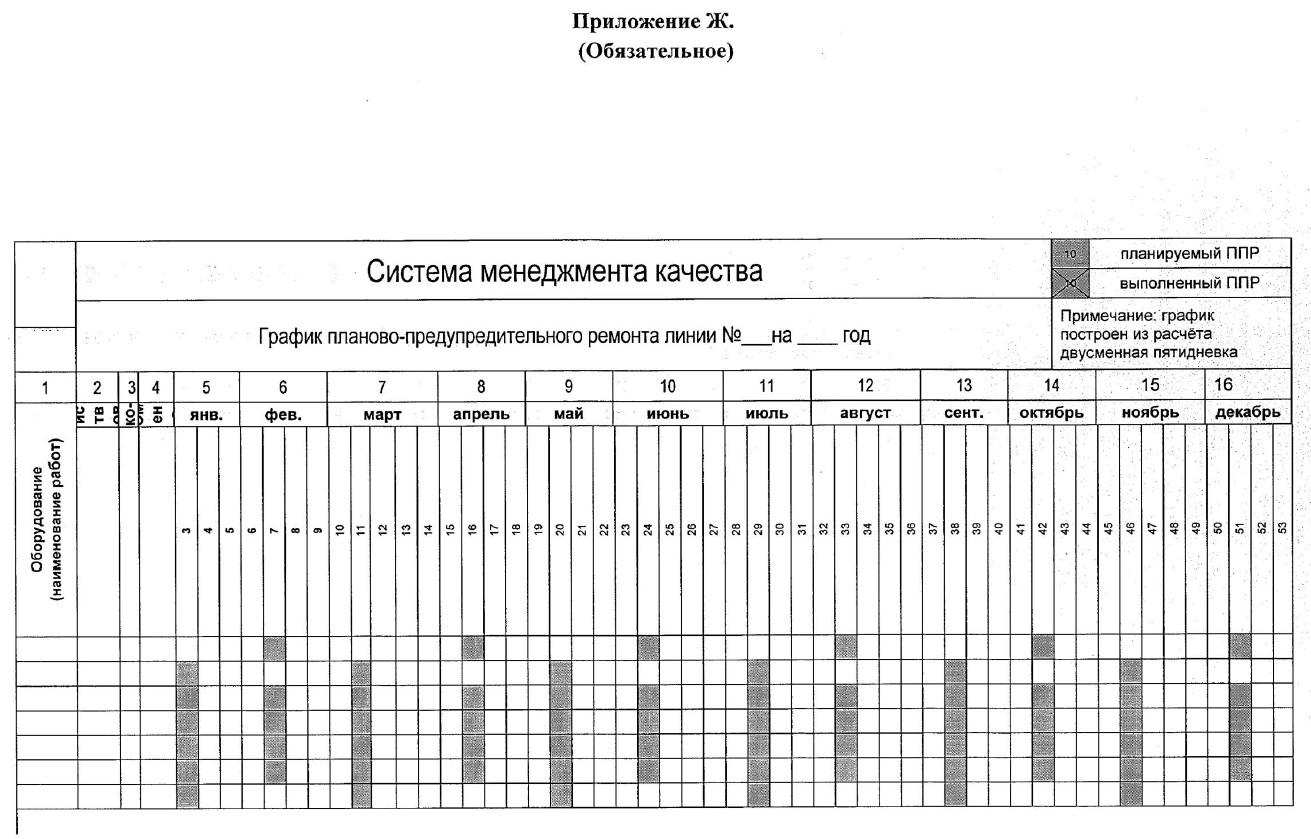
Плановый ремонт оборудования осуществляется в соответствии с План-графиком ТоиР на текущий год (приложение Д) Графики составляются руководителями ГОО и ООО в конце текущего года на следующий год, согласовываются с ПДО и утверждаются Директором по производству в срок до 25 декабря года, предшествующего планируемому.
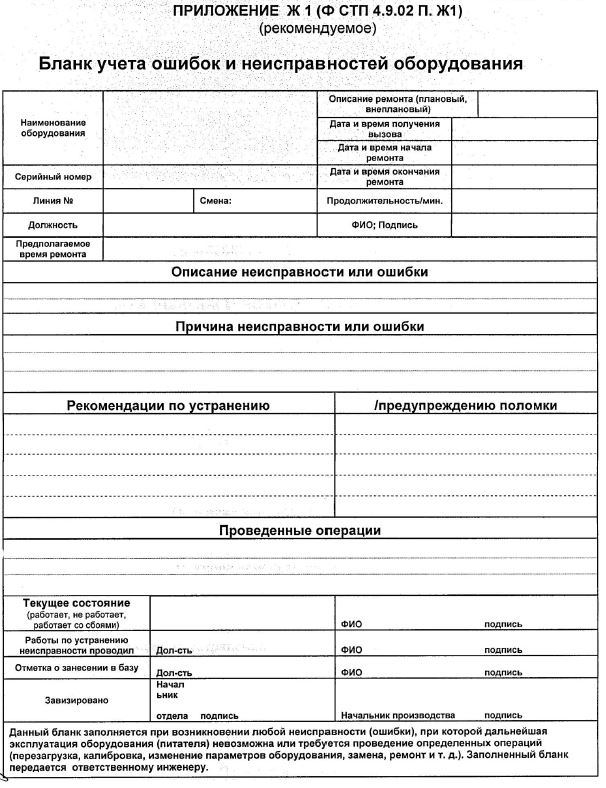
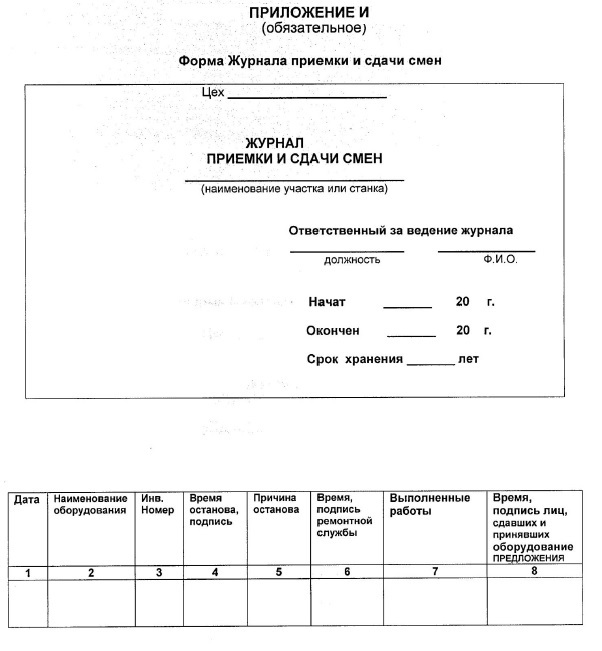
При составлении графиков необходимо учитывать случаи поломок оборудования, которые фиксируются в Журнале внеплановых ремонтов оборудования (Приложение Ж1) и журнале приемки и сдачи смен (Приложение И), а также в электронном файле.
Необходимо проводить анализ поломки, выявить коренную причину, включая профилактику или принудительную замену вышедшей из строя детали в график ТОиР.
7.2 Перед началом работы персонал, эксплуатирующий оборудование, обязан проверить его исправность, выполнить работы по ежедневному обслуживанию оборудования (Приложение К). При выявлении несоответствий в работе оборудования, а также истечении сроков предусмотренных профилактических и ремонтных работ, обслуживающий персонал докладывает мастеру, данные факты регистрируются в журнале приемки и сдачи смен.
Контроль над ведением журнала приемки и сдачи смен, возлагается на сменного мастера.
Перед сдачей оборудования сменщику (при необходимости), а также в ремонт, или ‚на переналадку, обслуживающий персонал:
- производит очистку его от остатков стружки, металлической пыли и грязи, пластифицированного материала в процессе выгонки;
- снятие оснастки, удаление масла или смазочно-охлаждающих жидкостей, технологического сырья и материалов;
- организует перемещение из рабочей зоны изделия (годные, негодные) в специально отведенное в цехе место и сдает оборудование представителю ГОО для проведения работ.
После проведения работ по ТО и ремонту специалистами ГОО оборудование и рабочая зона должны передаваться представителям цеха по чистоте.
7.3 Внеплановые ремонты оборудования с анализом поломок фиксируются в Журнале внеплановых ремонтов оборудования (приложение Ж1). Для визуализации состояния оборудования в производстве имеются информационные стенды ежесменного обслуживания (ЕТО), заполнение которых регламентировано приложением П.1.
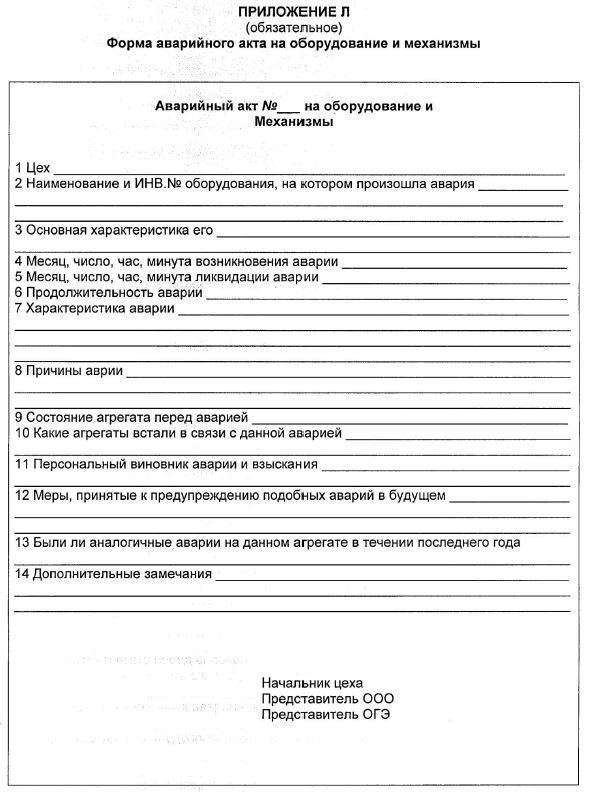
7.4 В случае аварии оборудования по вине цехового персонала инженером ГОО составляется Аварийный Акт (приложение Л). В зависимости от тяжести последствий аварии ремонт может производиться по методике текущего ремонта.
7.5 Отклонения от графика ТОиР, в виде исключения, допускаются только по письменному распоряжению Директора по производству.
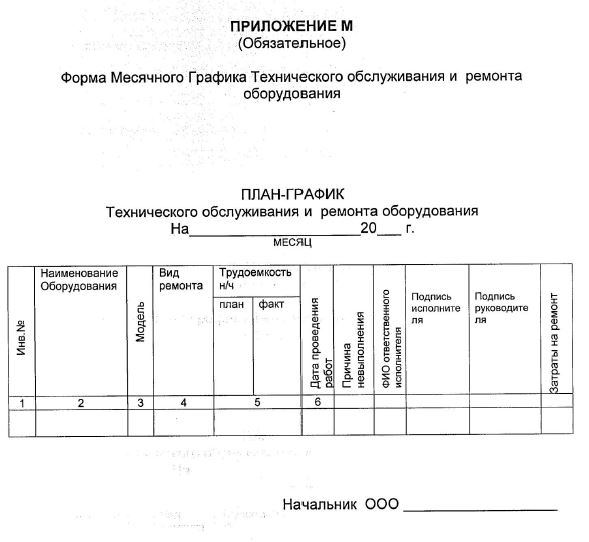
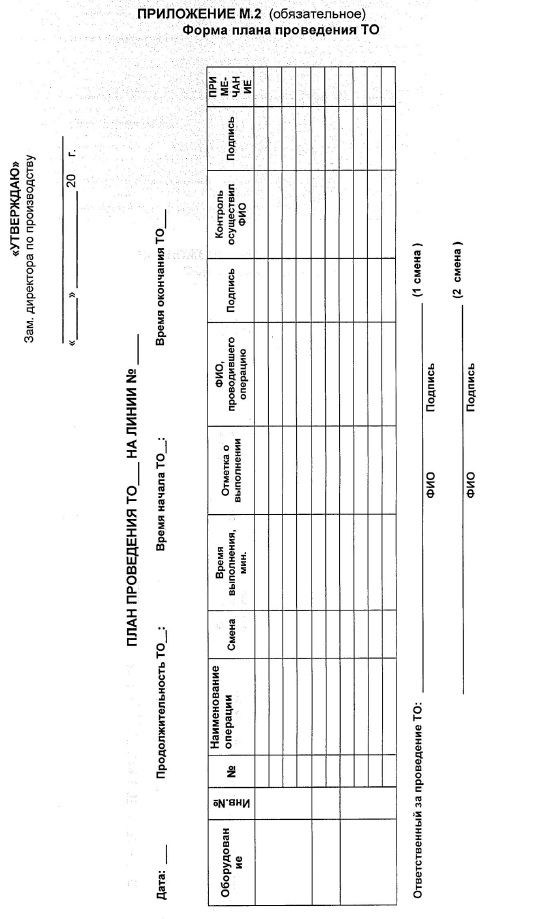
7.6 Месячные графики ТОиР составляются ГОО до 25 числа месяца, предшествующего планируемому периоду. В форме графиков отражен обязательный состав работ по ТО (приложение М, М1, M2).
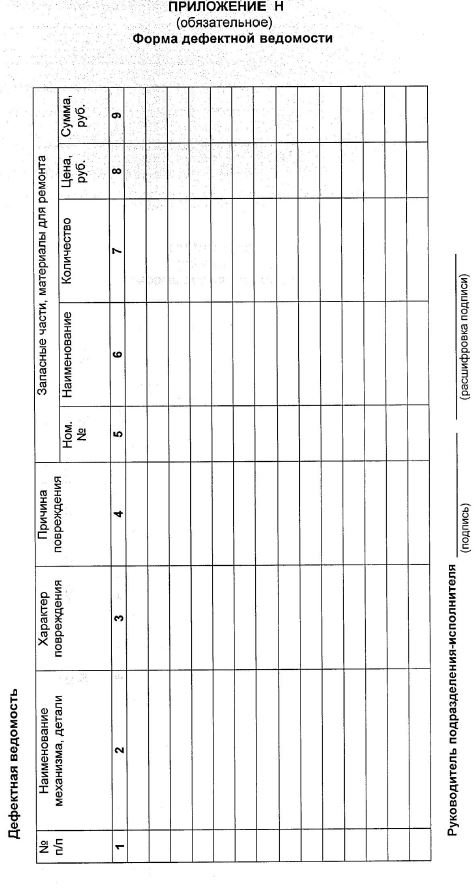
7.7 При проведении текущего ремонта составляются дефектные ведомости (приложение Н), на основании которых определяются выявленные дефекты и неисправности, способы их устранения, а также уточняется потребность в материалах, запасных частях и ПКИ)
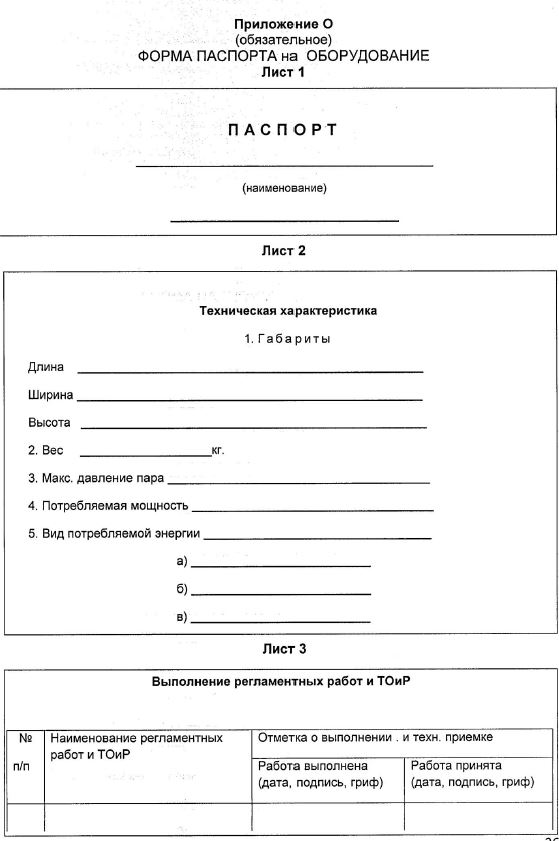
Эта информация заносится в электронный паспорт (приложение О)- данной единицы оборудования.
Заполнение вышеуказанных документов производится на основании рекомендаций, изложенных в Приложении П.
Независимо от того, кто осуществляет ремонт или переналадку оборудования (ремонт может осуществляться приглашенными специалистами из специализированных организаций) начальники цехов, руководители ГОО должны организовать проверку качества работы оборудования после ремонта/наладки путем пробного запуска (выпуска пробных образцов), результаты проверки фиксируются в чек-листе (ПИО).
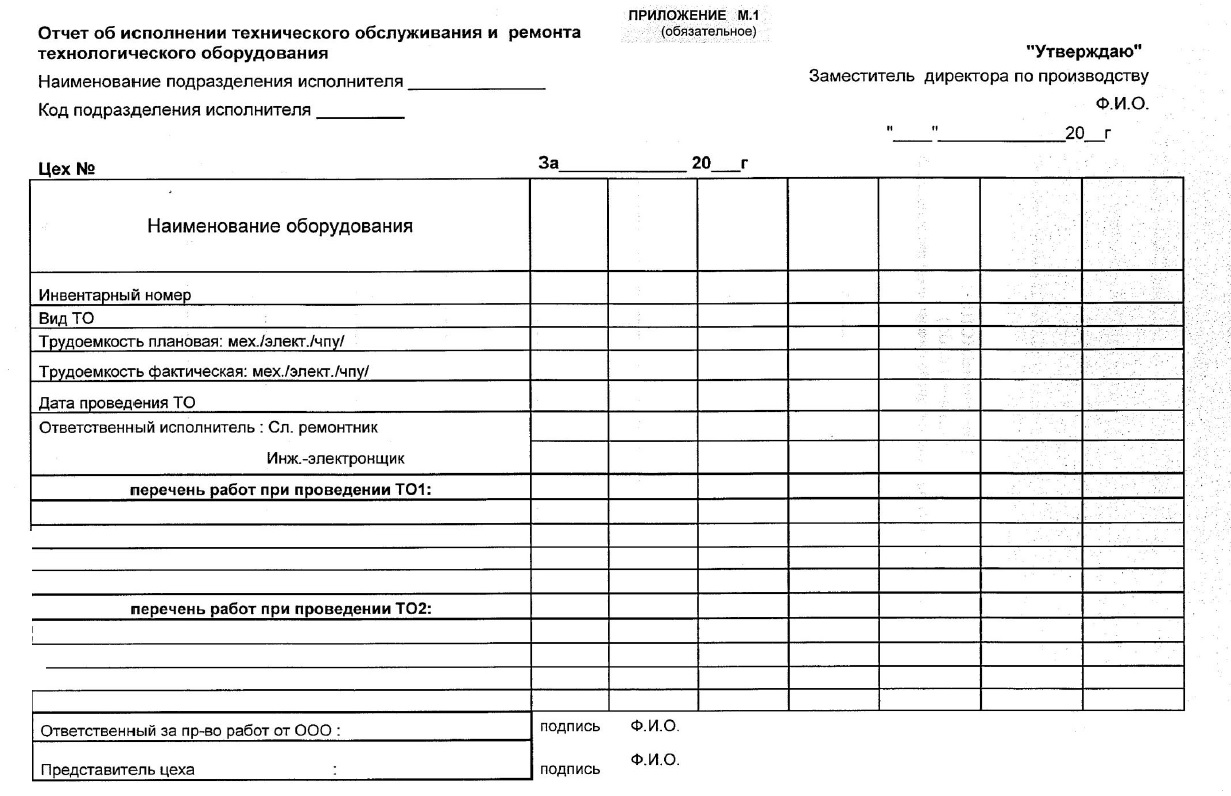
При положительных результатах приемки оборудования после ТО или текущего ремонта, начальник цеха подписывает Отчет об исполнении ТОиР оборудования в соответствующей графе (приложение М, М1, М2).
Акт о приемки оборудования из ТР (приложения С) оформляется после 72 часов работы его под нагрузкой.
7.8 На оборудование, входящее в график-‚ТОиР, на видном месте крепится бирка (приложение Т) содержащая информацию: Инвентарный номер, ответственное лицо за проведение ТОиР, срок очередного обслуживания. (Срок определяется временным интервалом между текущими ремонтами в соответствии с графиком ТОиР).
8 Планирование и закупка запасных частей
8.1 Учет запасных частей оборудования для проведения ТОиР и снижения простоев в межремонтный период, осуществляется руководителями ГОО и ООО B электронной форме (приложение У).
8.2 Необходимый перечень покупных запасных частей определяется исходя из загруженности и количества единиц оборудования, из анализа частоты поломок оборудования и сроков поставки запасных частей.
8.3 Для обеспечения наличия необходимых запасных частей в, соответствии с графиком ТОиР Заместитель директора по производству, а также руководители ГОО и ООО в конце текущего года составляют План закупок запасных частей на следующий гjд (приложение Ф).
На основании утвержденного плана закупок запасных частей руководители ГОО и ООО направляют заявки на приобретение запасных частей и расходных материалов в дирекцию по закупкам и логистике.
8.4 Изготовление запасных частей для оборудования силами РИУ производится на основании заявок руководителей ГОО и ООО, согласованных с Заместителем директора по производству.
9 Обеспечение точности и стабильной работы оборудования
В целях обеспечения точности изготовления продукции в периоды между ТОиР, перед началом работ, наладчик проводит работы по наладке оборудования, с обязательным контролем качества «первой детали» со стороны наладчика. При положительных результатах наладчик передает данное оборудование оператору, для дальнейшей эксплуатации.
Контроль над своевременностью и качеством наладки осуществляется мастером цеха, технологом цеха и контролером ОТК.
10 Вывод оборудования из эксплуатации
В случае не востребованности оборудования, оно подлежит демонтажу (своими силами или силами приглашенных специалистов) и передаче сторонней организации или консервации в соответствии с условиями хранения.
Процесс организует Заместитель директора по производству, либо Главный инженер.
После демонтажа технологического ‚ оборудования, главный технолог должен обеспечить актуализацию планировок цехов.
11 План действий на случай непредвиденных обстоятельств
Ежегодно, до 15 февраля текущего года разрабатывается План действий на случай непредвиденных обстоятельств. В данном плане рассматриваются обстоятельства, возникновение которых может привести к невыполнению требований потребителя, а также предусматриваются действия направленные на устранение (уменьшение) рисков, связанных с данными обстоятельствами.
План утверждается директором по направлению, передается в БТД для размещения в сетевой папке.
Ежегодно, проводится актуализация плана, при необходимости он дорабатывается и передается в БТД.
ПРИЛОЖЕНИЕ А
Перечень работ, выполняемых при проведении технического обслуживания ТО1
Читать статью ГЕРАН «люкс», г. Москва: официальный сайт, каталог, отзывы, фото
1 Работы, проводимые слесарем:
- Работы, выполняемые при ежедневном обслуживании оборудования;
- Пополнение или замена масла в картерах (производиться по графикам смазки оборудованиях
- Замена или очистка фильтров смазочных систем;
- Устранение утечки масла;
- Пополнение масла в гидросистемах и проверка поступления масла к местам смазки;
- Промывка или замена фильтров;
- Устранение люфтов в соединениях;
- Проверка регулировки клиньев, планок и, при необходимости выборка зазоров;
- Проверка плавности хода рабочих органов оборудования, и при необходимости, обеспечение плавности хода;
- Устранение дефектов, выявленных в процессе эксплуатации оборудования (отмеченных в журнале эксплуатации оборудования подтяжка ослабленных винтов неподвижных соединений в оборудовании;
- Выявление изношенных деталей, требующих замены при ближайшем ремонте;
- Проверка и очистка системы охлаждения;
- Проверка исправности действия ограничителей, упоров, переключателей;
- Проверка натяжения ремней, пружин;
- Вскрытие крышек для проверки состояния деталей по внешнему осмотру.
2 Работы проводимые электриком:
- Проверка чистоты и очистка (от пыли, грязи, масла, посторонних предметов и стружки) пульта программного управления, шкафа эл.оборудования‚ пульта ручного управления, электроприводов;
- Чистка коллектора эл.двигателя постоянного тока от пыли;
- Чистка контактов контактно-релейной аппаратуры;
- Проверка надежности стыковки всех соединительных разъемов контактных зажимов.
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и при необходимости наладка схемы управления электроприводами.
ПРИЛОЖЕНИЕ Б
Перечень работ, выполняемых при проведении технического обслуживания ТО2
- Работы проводимые слесарем:
- Работы выполняемые при ТО1;
- Выборка люфтов в винтовых парах;
- Регулировка плавности движения подвижных частей станка;
- Регулировка подшипников шпинделя;
- Регулировка фрикционных и эл.магнитных муфт;
- Зачистка забоин, царапин, задиров на направляющих;
- Подтяжка и замена крепежа;
- Чистка, натяжение или замена цепей, ремней, лент;
- Промывка картеров и замена масла в них;
- Ревизия и промывка или замена фетровых уплотнений;
- Работы проводимые электриком:
- Проверка состояния рабочей поверхности коллектора, износа щеток, регулирование щеточного механизма двигателя постоянного тока;
- Проверка креплений Электрических машин и пуско-регулирующей аппаратуры
- Проверка заземления элементов приводов, шкафа электрооборудования и пульта программного управления;
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проведение специальных проверок и измерений на пульте программного управления, тиристорных преобразователей в электроприводах, указанных в инструкциях по эксплуатации станков с программным управлением заводов изготовителей;
- Проверка напряжений на входе функциональных групп схемы;
- Проверка по тест- программе технологической работы станка (при потере работоспособности станка выявляются и устраняются причины потери);
- Замена резисторов, конденсаторов, диодов, транзисторов, тумблеров, микровыключателей и других элементов системы управления станка по результатам проверок и измерений;
ПРИЛОЖЕНИЕ В
Перечень работ, выполняемых при проведении текущего ремонта ТР
1 Работы проводимые слесарем — ремонтником:
- Работы выполняемые при ТО2;
- Частичная разборка станка в целях выявления и замены износившихся деталей, регулировки подшипников, муфт и т.д.;
- Промывка масляных емкостей;
- Замена уплотняющих прокладок, колец, манжет, сальников;
- Замена износившихся крепежных деталей;
- Зачистка посадочных поверхностей под инструмент и приспособления;
- Пригонка и подтягивание регулировочных клиньев и планок;
- Проверка рычагов переключения скоростей и подач на точность зацепления зубчатых колес и муфт;
- Очистка и, при необходимости, ремонт емкости для охлаждающей жидкости;
- Ремонт заградительного устройства кожуха, конвейера и сборника стружки;
- Проверка и (при необходимости) ремонт или замена ограничителей, переключателей, упоров и т.д.;
- Ревизия и, при необходимости, ремонт системы смазки, фильтров, коллекторов;
- Испытание и проверка станка на работоспособность и точность работы по тест программе;
- Замена масла в гидросистеме станка, очистка и замена фильтров;
- Проверка и (при необходимости) замена следящей системы гидропривода;
- Проверка и (при необходимости) регулировка переключения золотников;
- срабатывания клапанов и дросселей;
- Проверка и (при необходимости) замена гидронасосов и гидромоторов.
2 Работы проводимые электромонтером:
- Изменение сопротивление изоляции электрических машин, обмоток электромагнитных муфт, трансформаторов, катушек контакторов, магнитных пускателей, автоматов пускателей и автоматов присоединения цепей управления и защиты электропроводов, тиристорных преобразователей, пульта программного управления, защиты и возбуждения машин постоянного тока, присоединенных к главной силовой цепи;
- Измерение сопротивления заземления станков, шкафа электрооборудования, пульта управления, отдельно отремонтированных насосных станций, электрических машин и т.д.;
- Смазка подшипников всех электрических машин;
- Замена щеток у двигателей постоянного тока;
- Проверка соединения обмоток всех электрических машин;
- Проверка механической и электрической настройки пускорегулирующей аппаратуры и, при необходимости, регулировка.
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и регулировки блокировочных связей в схеме электроприводов и устранение дефектов;
- Проверка осциллографом тока якоря электродвигателя постоянного тока тиристорного привода и (при необходимости) проведения настройки;
- Наладка и регулировка отдельных функциональных групп или устройств тиристорных преобразователей и пульта управления;
- Проверка электрических машин, трансформаторов, электромагнитных муфт, магнитных пускателей, автоматов, реле, блоков, конечных выключателей, плат и других элементов и устройств системы управления и (при необходимости) снятия их проведения ремонта с заменой на новые или отремонтированные.
ПРИЛОЖЕНИЕ Г
Перечень работ, выполняемых при проведении ремонта капитального характера РК
1 Работы проводимые слесарем;
- Полная разборка оборудования и всех его сборочных единиц;
- Замена или восстановление всех износившихся деталей;
- Замена гидравлического привода новым или капитально отремонтированным;
- Шлифование или шабрение всех направляющих поверхностей станины и базовых поверхностей, кареток, колонн, стоек, траверс и т.п.;
- Восстановление выкрашенных поверхностей пазов оборудования и т.п.;
- Сборка оборудования и проверка правильности взаимодействия всех узлов;
- очистка, шпаклевка и окраска оборудования;
- Проверка и испытание оборудования по стандартам и техническим условиям на точность и жесткость по всем параметрам, как для нового оборудования;
2 Работы проводимые электриком:
- Испытание напряжением (1000В, частота 50 Гц) изоляции соединительных проводов силовой цепи и замена поврежденных;
- Замена проводов с поврежденной изоляцией в цепях управления;
- Наладка и регулировка всех функциональных групп или устройств тиристорных преобразователей и пульта программного управления, пульта ручного управления;
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Комплексная наладка-системы управления и механизмов оборудования, увязка работы всех элементов и устройств системы управления и механизмов оборудования, регулировка и настройка системы управления вхолостую и под нагрузкой, снятие основных характеристик работы оборудования.
Критерии проведения ремонта капитального характера РК
1 Техническое состояние оборудования (на основании дефектной ведомости)
- Износ направляющих (необходимость шлифовки, шабровки);
- Износ трущихся поверхностей базовых деталей основных узлов (необходимость восстановления и замены деталей);
- Необходимость замены подшипников шпинделя и в основных узлах оборудования;
- Необходимость замены эл. аппаратуры ‚ эл. приводов , гидроприводов и гидроцилиндров;
2 Участие в технологическом цикле завода:
- Невозможность замены данного оборудования в технологическом цикле на оборудование той же марки или дублирующее.
3 Экономическая целесообразность:
- Соизмеримость ‚ затрат. на поддержание оборудования в работоспособном состоянии с затратами на проведение ремонта капитального характера.
Приложение К
Перечень, работ, выполняемых при проведении ежедневного обслуживания
1 Работы проводимые слесарем:
- Визуальная проверка отсутствия вибраций отдельных узлов станка;
- Проверка нагрева подшипников шпинделя;
- Проверка уровня шума механизмов станка;
- Проверка давления в пневмо- и гидросистеме по показаниям манометров;
- Проверка работы смазочной системы по маслоуказателям;
- Проверка плавности перемещения узлов и отсутствия рывков при их реверсировании;
- Проверка отсутствия утечек масла;
- Проверка наличия и исправности защитных устройств, предохранительных щитков и кожуха;
- Проверка надежности устройств зажима заготовки.
2 Работы проводимые электриком:
- Проверка температуры подшипников и обмоток эл. двигателей;
- Визуальная проверка состояния изоляции выводов и эл. проводки;
- Проверка исправности пусковой аппаратуры и заземления.
3 Работы проводимые инженером — электронщиком устройств ЧПУ:
- Проверка исправности индикации и сигнализации устройств с ЧПУ и выполнения без перебоев рабочей программы.
ПРИЛОЖЕНИЕ П
Методика заполнения электронной версии стенда ЕТО и учета простоев оборудования в цехах
Графа времени останова оборудования заполняется работниками цеха с параллельным внесением информации в Журнал передачи смен.
(Ответственные: бригадиры, мастера ц.);
Графа времени запуска оборудования заполняется работниками ремонтных служб ООО с параллельным внесением информации в Журнал передачи смен.
(Ответственные: ремонтная служба 000).
В случаях простоя оборудования в течение нескольких суток:
а) во все последующие дни простоя в графе останова оборудования работником цеха ставиться время начала первой смены при 2х сменной работе оборудования (00:00 ч при 3x сменой работе оборудования);
6) после указания времени запуска оборудования работник ООО обязан заполнить пустые графы запуска оборудования во все предыдущие дни простоя исходя из сменности работы оборудования (22:00 при 2-х сменной работе оборудования и 24:00 при 3-х сменной работе оборудования).
ПРИЛОЖЕНИЕ П.1
Правила ведения информационного стенда ежесменного технического обслуживания (ЕТО)
1 Перед началом работы, рабочий проводит осмотр оборудования в соответствии с инструкцией по ЕТО и сообщает обо всех выявленных несоответствиях бригадиру.
Читать статью Отзывы о Промышленное оборудование, ООО (Южнопортовый район, Москва)
2 Во время работы рабочий при обнаружении неисправности должен сообщить бригадиру о возникновении аварийного простоя оборудования.
3 Бригадир, на основании полученной информации, размещает жетоны на стенде ЕТО:
- Жетон №1 (красного цвета) — обозначает аварийный останов оборудования.
- Жетон №2 (синего цвета) -обозначает выявленные отклонения от инструкции ЕТО.
- Жетон №3 (желтого цвета) — обозначает, что плановый ремонт оборудования просрочен.
- Жетон №4 (зеленого цвета) — обозначает, что по плану ТОиР предусмотрено проведение планового ремонта оборудования.
1 На основании информации размещенной на стенде ЕТО производственный мастер или бригадир совместно со специалистом службы главного инженера согласовывают сроки устранения неисправностей оборудования.
2 После устранения неисправности приемка оборудования из ремонта проводиться согласно инструкции по ЕТО. При отсутствии замечаний бригадир снимает соответствующие жетоны со стенда ЕТО.
ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ
49. ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ — эксплуатация АС, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ввода АС в эксплуатацию.
4.4 промышленная эксплуатация: Режим эксплуатации, при котором систему измерений используют по назначению — результаты измерений системы применяют для расчетных операций между сдающей и принимающей сторонами или для оперативного учета в пределах одной компании.
Смотри также родственные термины:
21. Промышленная эксплуатация установки по переработке ОЯТ — эксплуатация установки по переработке ОЯТ, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ее ввода в эксплуатацию.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Полезное
Смотреть что такое «ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ» в других словарях:
Промышленная эксплуатация — Commercial operation эксплуатация атомной станции, безопасность и соответствие проекту которой подтверждены испытаниями на этапе ввода в эксплуатацию. Термины атомной энергетики. Концерн Росэнергоатом, 2010 … Термины атомной энергетики
промышленная эксплуатация — — [Е.С.Алексеев, А.А.Мячев. Англо русский толковый словарь по системотехнике ЭВМ. Москва 1993] Тематики информационные технологии в целом EN operation and maintenance phase … Справочник технического переводчика
Промышленная эксплуатация установки по переработке отработавшего ядерного топлива — Промышленная эксплуатация установки по переработке ОЯТ эксплуатация установки по переработке ОЯТ, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ее ввода в… … Официальная терминология
Промышленная эксплуатация установки по переработке ОЯТ — 21. Промышленная эксплуатация установки по переработке ОЯТ эксплуатация установки по переработке ОЯТ, принятой в эксплуатацию в установленном порядке, соответствие проекту и безопасность которой подтверждены испытаниями на этапах ее ввода в… … Словарь-справочник терминов нормативно-технической документации
ОПЫТНО-ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ — 35. ОПЫТНО ПРОМЫШЛЕННАЯ ЭКСПЛУАТАЦИЯ этап ввода АС в эксплуатацию от энергетического пуска до приемки АС в промышленную эксплуатацию. Источник: ПНАЭ Г 01 011 97: Общие положения обеспечения безопасности атомных станций 4.3 опытно промышленная… … Словарь-справочник терминов нормативно-технической документации
опытно-промышленная эксплуатация — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN pilot operation … Справочник технического переводчика
эксплуатация — 3.2 эксплуатация: Стадия жизненного цикла изделия (горки), на которой реализуется, поддерживается и восстанавливается его качество (работоспособное состояние). Источник: ГОСТ Р 52604 2006: Аквапарки. Водные горки высотой 2 м и выше. Безопасность… … Словарь-справочник терминов нормативно-технической документации
Эксплуатация объекта ЯТЦ — 55. Эксплуатация объекта ЯТЦ деятельность, направленная на достижение безопасным образом цели, для которой был создан объект ЯТЦ. Источник: НП 016 2000: Общие положения обеспечения безопасности объектов ядерного топливного цикла (ОПБ ОЯТЦ) … Словарь-справочник терминов нормативно-технической документации
Эксплуатация объекта ЯТЦ промышленная — 58. Эксплуатация объекта ЯТЦ промышленная эксплуатация объекта ЯТЦ в соответствии с проектными пределами и условиями, определенными проектом и подтвержденными испытаниями на этапах ввода объекта ЯТЦ в эксплуатацию. Источник: НП 016 2000: Общие… … Словарь-справочник терминов нормативно-технической документации
Промышленная революция — У этого термина существуют и другие значения, см. Промышленная революция (значения). История технологий По периодам и регионам: Неолитическая революция Древние технологии Египта Наука и технологии древней Индии Наука и технологии древнего Китая… … Википедия
Основные понятия и особенности технической эксплуатации оборудования
Под эксплуатацией, согласно ГОСТ 17526-72, понимается совокупность использования изделий по назначению, технического обслуживания, хранения и транспортирования. Кроме того, в технической литературе и в официальных эксплуатационно-ремонтных документах применяются термины “Техническая эксплуатация” и “Производственная эксплуатация” машин и оборудования. При этом подразумевается, что первое определение (техническая эксплуатация ) охватывает комплекс мероприятий по техническому обслуживанию, техническому надзору и ремонту, направленных на обеспечение работоспособности оборудования в течение всего срока его службы. Однако, включение в это определение ремонта, по-видимому, не оправдано, так как в процессе ремонта оборудование не используется по своему прямому назначению, то есть не эксплуатируется. Второе определение (производственная эксплуатация) охватывает все, что связано с организацией производственно-технологического использования оборудования и повышением его производительности.
В дальнейшем будем рассматривать техническую эксплуатацию оборудования, так как производственная рассматривается в других, специальных курсах учебных программ.
В данном курсе под термином “техническая эксплуатация“ подразумевается комплекс вопросов, включающих: общие вопросы организации и подготовки эксплуатации оборудования; технический надзор и обеспечение безопасности при работе оборудования; организацию, планирование и содержание технического обслуживания и планирование его ремонта.
Под термином техническое обслуживание подразумевается комплекс работ для поддержания исправности только работоспособности оборудования при подготовке его к использованию по назначению, при хранении и транспортировании.
Эксплуатационные свойства оборудования характеризуются эксплуатационной технологичностью, под которой понимают такое свойство конструкции оборудования , которое определяет приспособленность его к работам, выполняемым при подготовке к использованию в процессе непосредственного применения и по окончании использования. Эксплуатационная технологичность изделий оценивается рядом количественных показателей, например: периодичностью технического обслуживания; трудоемкостью (удельной) технического обслуживания, ремонта; коэффициентами приспособленности конструкции изделия к техническому обслуживанию, ремонту, равных отношению трудоемкости основных работ к сумме основных и дополнительных (сопутствующих основным) работ, операций по ТО или ремонтам; коэффициентом применяемости инструмента и др.
Под наработкой изделия понимают продолжительность или объем его работы, выраженные в часах, тоннах перевезенного груза, километрах и др.
Технический ресурс — наработка изделия до предельного состояния от начала эксплуатации или ее возобновления после ремонта определенного вида.
Срок службы — календарная продолжительность эксплуатации изделия до момента возникновения предельного состояния, оговоренного в технической документации, или до списания.
Списание производят с оформлением актов по установленной форме специально созданные комиссии. При списании оборудования, подконтрольного государственным инспекциям, к работе комиссий привлекают представителей этих инспекций. Годные детали, сборочные единицы и агрегаты разобранного после списания оборудования приходуют и используют по назначению.
Оборудование после монтажа не сразу вводится в эксплуатацию, особенно в строящихся цехах, а через определенное время, связанное с организацией производства. В течение этого времени должна быть обеспечена его сохранность. Для этого выполняют ряд мероприятий. При хранении оборудования в течение трех и более месяцев оно должно быть подвергнуто консервации и очередному техническому обслуживанию с целью сохранения его в полной исправности и работоспособности. Надлежащим образом должно быть обеспечено хранение оборудования с длительными перерывами в работе (сезонное, энергетическое оборудование и т.п.) При этом, например, неокрашенные и хромированные поверхности покрывают защитным лаком; резиновые и кожанные изделия снимают и хранят при температуре +15 0 С. Также снимают и хранят в закрытых помещениях электрооборудование, аккумуляторы, приборы и др.
Ввод в эксплуатацию оборудования после его длительного хранения производят в определенной последовательности. При этом: производят наружную расконсервацию; проверяют техническое состояние внешним осмотром; устраняют выявленные неисправности; проверяют работоспособность опробованием вхолостую и под нагрузкой на рабочих режимах.
Если в течение гарантийного срока нормальной технической эксплуатации оборудования обнаруживаются его заводские дефекты, то в этом случае заводу-изготовителю предъявляются рекламации, обоснованность которых подтверждается актом, составленным и подписанным специально созданной для этого комиссией, в состав которой при необходимости включаются представители завода-изготовителя.
Морально устаревшее, а также изношенное и непригодное к дальнейшей эксплуатации оборудование после отработки им установленных сроков службы и при условии, что восстановление или модернизация его невозможны или экономически нецелесообразны, подлежит списанию.
Похожие записи:
- Промышленное оборудование: виды и классификация
- Оборудование для промышленной окраски
- Монтаж, техническое обслуживание и ремонт промышленного оборудования (15.02.12) среднее профессиональное образование
- Технолог — где учиться, зарплата, преимущества профессии – “Навигатор Образования”
Источник https://stromet.ru/promyshlennoe-oborudovanie/ekspluataciya-oborudovaniya-kachestvo-ekspluatacii/
Источник https://stromet.ru/promyshlennoe-oborudovanie/promyshlennaya-ekspluataciya-eto-chto-takoe-promyshlennaya-ekspluataciya/